Yes, ultrasonic cleaning solutions can be reused multiple times when properly maintained. The number of reuse cycles depends on several factors including contamination type, solution chemistry, filtration effectiveness, and acceptable cleaning performance standards. Most water-based detergent solutions remain effective for days to weeks with appropriate maintenance, while specialized formulations may last longer or require more frequent replacement based on their chemical stability and contamination load.
Solution reuse offers significant economic and environmental benefits by reducing chemical consumption, waste generation, and disposal costs. However, indiscriminate reuse without monitoring leads to diminished cleaning performance, potential part contamination, and equipment damage. Understanding degradation mechanisms and implementing proper maintenance protocols maximizes solution longevity while maintaining cleaning quality.
The key lies in recognizing when solutions transition from effective to compromised. Regular monitoring, systematic maintenance, and adherence to replacement criteria ensure optimal performance throughout the solution’s service life.

Cleaning agent
How Cleaning Solutions Degrade During Use
Ultrasonic cleaning solutions deteriorate through multiple simultaneous processes that progressively reduce effectiveness.
Contaminant Accumulation
Every cleaning cycle introduces removed materials into the solution. Oils, greases, metal particles, buffing compounds, carbon deposits, and other contaminants accumulate with each use.
Suspended solids from abraded materials, metal fines, and particulate contamination increase solution turbidity. These particles remain suspended in the liquid or settle to the tank bottom. Suspended materials reduce cavitation efficiency by providing nucleation sites that cause premature bubble formation and collapse away from part surfaces. High particle concentrations also create acoustic impedance, dampening ultrasonic transmission through the solution.
Dissolved contaminants including oils emulsified by detergents and water-soluble materials extracted from parts alter solution chemistry. As contaminant concentration increases, the solution’s capacity to accept additional materials decreases. Eventually, the solution becomes saturated, causing contaminants to redeposit onto cleaned parts rather than remaining in suspension.
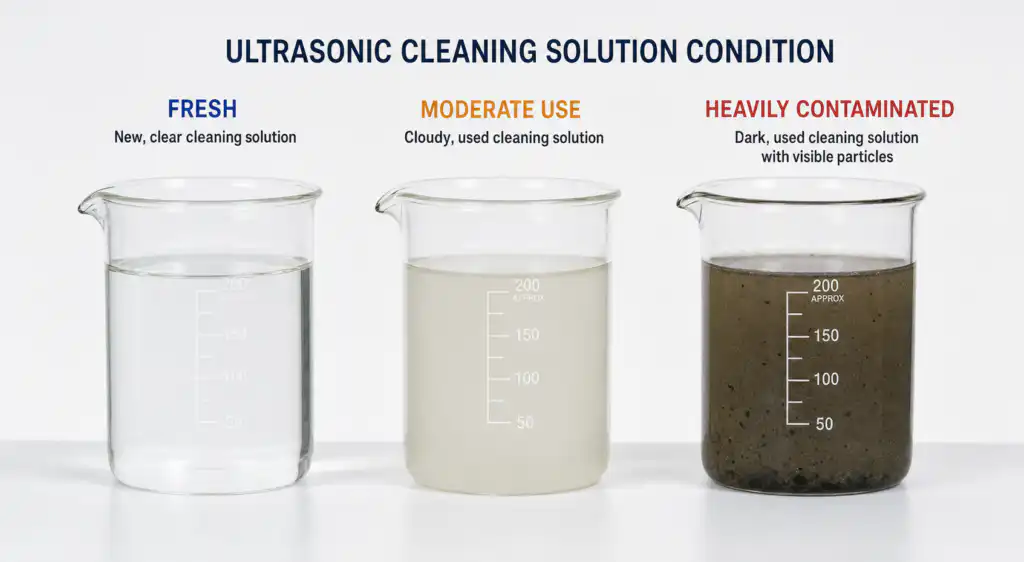
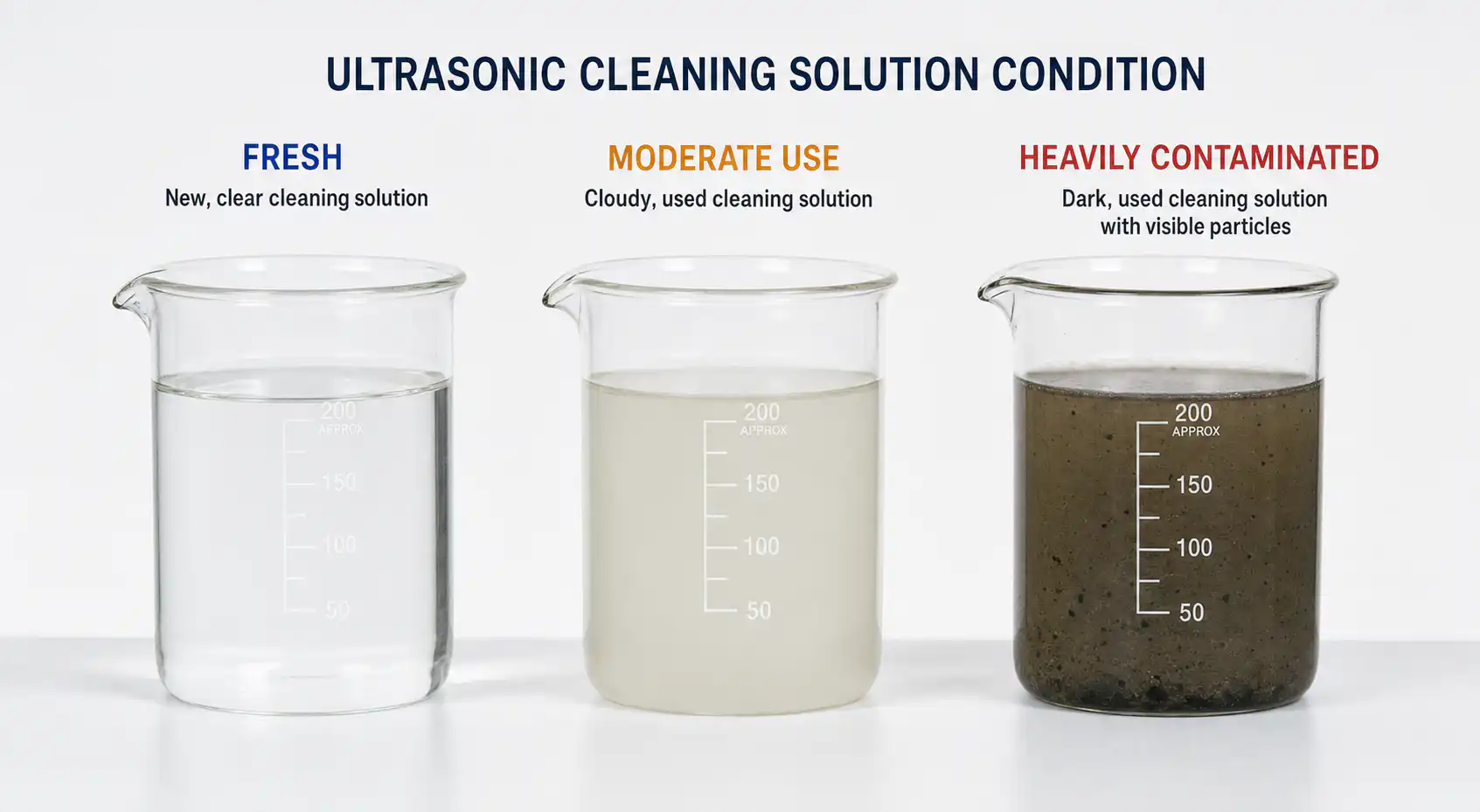
Comparison of three beakers showing fresh clear ultrasonic cleaning solution, moderately used cloudy solution, and heavily contaminated dark solution with visible particles
Oils and greases present particular challenges. While detergents emulsify these materials initially, the emulsion capacity has limits. Excessive oil accumulation causes separation and floating layers that interfere with cleaning action. Oil films on solution surfaces reduce cavitation intensity and can recontaminate parts during removal from the tank.
The accumulation rate depends directly on contamination load per cycle. Heavily soiled parts saturate solutions much faster than lightly contaminated items.
Chemical Depletion
Active cleaning agents consume themselves during use through several mechanisms.
Surfactant depletion occurs as detergent molecules bind to contaminants and get removed through skimming, dragout (solution adhering to parts when removed), or adsorption onto suspended particles. Surfactants also degrade through chemical reactions, particularly in alkaline solutions at elevated temperatures. As surfactant concentration decreases, wetting ability and emulsification performance decline proportionally.
pH drift affects solution performance significantly. Alkaline cleaners gradually neutralize through reaction with acidic contaminants, atmospheric carbon dioxide absorption, and chemical breakdown. Conversely, acid-based solutions may gain pH as they react with metal oxides or basic contaminants. Most cleaning formulations perform optimally within specific pH ranges, and drift outside these ranges reduces effectiveness.
Active ingredient consumption depletes chelating agents, corrosion inhibitors, and specialty additives. These compounds react with contaminants or degrade over time, reducing concentration below effective levels. Unlike visible contamination, chemical depletion isn’t always apparent without testing.
Evaporation concentrates non-volatile components while reducing water content. This changes the chemical balance of formulated solutions. In some cases, concentration increases cleaning power temporarily, but progressive evaporation eventually alters chemistry beyond optimal ranges and can cause component precipitation.
Physical Property Changes
Solution physical characteristics shift during use, affecting both cleaning performance and equipment operation.
Viscosity changes result from contaminant accumulation and chemical degradation. Increased viscosity dampens cavitation intensity and reduces circulation efficiency. Very high contamination loads can create thick, sludge-like solutions that barely transmit ultrasonic energy.
Surface tension modification occurs as surfactants deplete or contaminants accumulate. Altered surface tension affects bubble formation dynamics and collapse characteristics, changing cleaning patterns and intensity.
Density variations from dissolved materials and suspended particles affect ultrasonic propagation velocity and impedance matching between transducers and solution. Significant density changes can detune the ultrasonic system, reducing power transmission efficiency.
Conductivity shifts in aqueous solutions indicate dissolved ionic content changes. While not directly affecting cleaning in most applications, conductivity monitoring provides useful indicators of solution condition and contamination levels.
These physical changes interact synergistically. Contamination increases viscosity while depleting surfactants, compounding performance degradation beyond what either factor would cause independently.
Factors That Determine Solution Reusability
Multiple variables influence how many times solutions can be reused effectively.
Type of Contamination Being Removed
Contamination characteristics directly impact solution longevity and reusability.
Light oils and particulates represent relatively benign contamination. Solutions cleaning parts with these materials typically support many reuse cycles because the contaminants either emulsify readily or settle for easy removal. Filtration effectively extends service life for these applications.
Heavy greases and waxy compounds saturate solutions more quickly and prove harder to separate. These materials may require more frequent solution replacement or aggressive filtration and skimming protocols.
Metal particles and swarf from machining operations load solutions rapidly but respond well to settling and filtration. These contaminants don’t typically deplete active ingredients chemically, making solutions potentially reusable for extended periods with proper particle removal.
Buffing and polishing compounds often contain waxes, oils, and fine abrasive particles. The combination of materials challenges filtration systems and can build up quickly, limiting reuse cycles.
Carbon deposits and burnt residues from heat-exposed parts dissolve slowly and may not fully emulsify. These contaminants create dark, turbid solutions that appear more exhausted than they functionally are, though filtration effectiveness decreases.
Water-soluble materials including coolants, salts, and certain process chemicals dissolve into solutions and cannot be removed by physical filtration. These contaminants accumulate progressively, eventually saturating the solution and limiting reuse potential.
Applications cleaning similar parts with consistent contamination types benefit from predictable solution life and straightforward maintenance protocols. Mixed contamination from diverse parts complicates reuse management.
Solution Chemistry and Formulation
Different cleaning solution types exhibit varying reuse characteristics.
Alkaline detergents generally support extensive reuse when properly maintained. These formulations tolerate moderate contamination levels while maintaining effectiveness. pH monitoring and periodic adjustment extend service life substantially. Quality alkaline cleaners include buffering agents that resist pH drift, enhancing reusability.
Neutral pH cleaners offer excellent material compatibility and stable chemistry that supports long service life. These formulations typically degrade more slowly than alkaline solutions and maintain performance across wider contamination ranges.
Acidic cleaners used for oxide removal or mineral deposit cleaning often have shorter useful lives. The active acids consume themselves during cleaning reactions, and contamination with metal ions can trigger precipitation or unwanted chemical reactions. Reuse cycles tend to be more limited.
Solvent-based solutions potentially offer very long service life when contamination consists primarily of soluble oils and greases. Unlike aqueous detergents that emulsify contaminants, solvents dissolve them completely. However, water contamination in solvent systems limits reusability by reducing solvent effectiveness.
Enzymatic cleaners contain biological catalysts that break down specific contaminants. These solutions can be reused while enzyme activity remains adequate, but the biological components have finite lifespans and temperature sensitivities that limit service life regardless of contamination load.
Specialty formulations for specific industries (medical, aerospace, electronics) often incorporate expensive active ingredients. These solutions justify more sophisticated monitoring and maintenance to maximize reuse and return on investment.
Concentrated solutions that require dilution before use generally support longer service life because topping off with fresh concentrate replenishes depleted active ingredients while diluting accumulated contaminants.

Click to view : Industrial Metal Degreasing Powder Remove Duty Oil Grease for Machinery Automotive Parts Factory Cleaning
Tank Capacity and Contamination Load
The ratio between solution volume and contamination introduced per cycle critically affects reusability.
Larger tank volumes dilute incoming contaminants across more liquid, extending the time before saturation occurs. A 40-liter tank accumulates 100 grams of oil contamination to a concentration of 2.5 grams per liter, while the same contamination in a 10-liter tank creates 10 grams per liter concentration, four times higher.
Contamination loading varies enormously across applications. Parts with light surface dust might introduce only a few grams of material per cleaning cycle. Heavily soiled industrial components can deposit hundreds of grams of oil, grease, and particles into solutions.
Production facilities processing consistent parts develop reliable data on solution life based on parts cleaned per tank charge. A jewelry shop cleaning lightly tarnished pieces might reuse solution for weeks. A machine shop degreasing heavily oiled components may require daily solution replacement.
The relationship isn’t perfectly linear because maintenance interventions (filtering, skimming, chemical adjustment) extend life significantly. However, fundamental capacity limits eventually require replacement regardless of maintenance quality.
Filtration and Maintenance Systems
Active solution management dramatically extends reusable service life.
Continuous filtration removes suspended particles as they accumulate, preventing buildup that would otherwise saturate solutions quickly. Filter systems range from simple mesh strainers capturing large particles to sophisticated cartridge filters removing particulates down to a few micrometers.
Filtration effectiveness depends on flow rate, filter media pore size, and particle characteristics. Continuous circulation through filters maintains solution cleanliness far longer than unfiltered operation. Industrial systems processing high contamination loads often incorporate multi-stage filtration with progressively finer media.
Coalescence separators remove emulsified oils from aqueous solutions. These devices use specialized media that encourages tiny oil droplets to combine into larger droplets that float and separate from the water phase. Oil removal extends solution life significantly in degreasing applications.
Skimmers mechanically remove floating oils and contaminants from solution surfaces. Belt skimmers, weir skimmers, and disk skimmers continuously extract surface layers, preventing oil accumulation and recontamination. Regular skimming maintains solution quality and cavitation efficiency.
Settling systems allow particles to gravitate to tank bottoms between operating cycles. Periodic draining from low points removes settled sludge without discarding the entire solution volume. Some tank designs incorporate sloped bottoms and drain valves specifically for sludge removal.
Centrifugal separation uses high-speed rotation to separate liquids of different densities and remove particles. Industrial installations processing large solution volumes may justify centrifuge investments for maximum solution life extension.
Systems combining multiple maintenance technologies achieve the longest solution service life and most consistent cleaning performance.
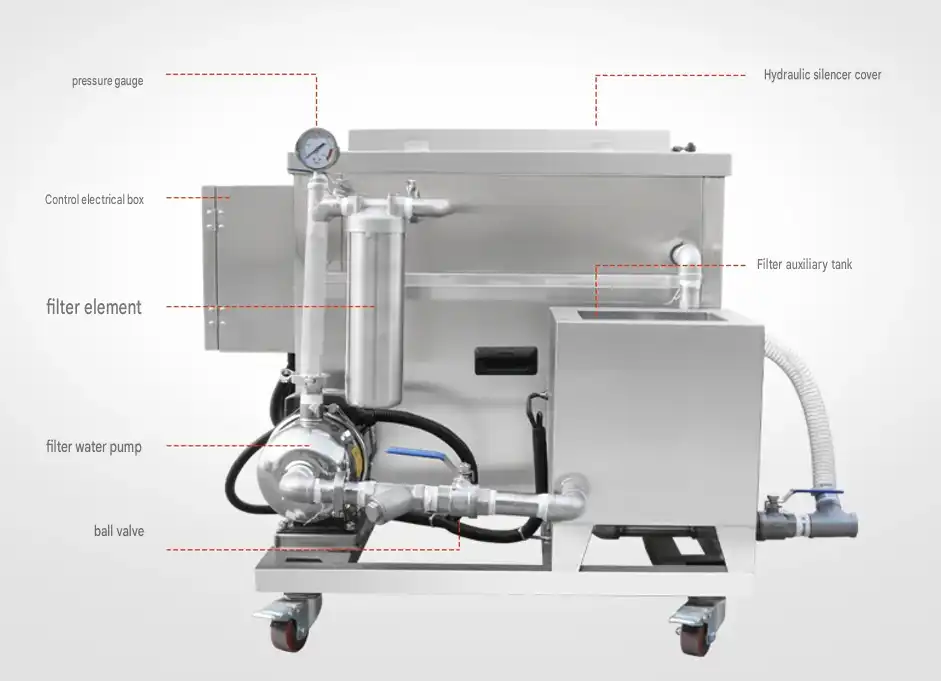
Recirculating Ultrasonic Cleaner with Main Cleaning Tank and Auxiliary Filtration Tank
Signs That Solution Needs Replacement
Recognizing solution degradation indicators prevents quality problems and equipment issues.
Visual Indicators
Solution appearance provides immediate feedback about condition and remaining life.
Color changes indicate contamination accumulation. Fresh solutions typically appear clear to slightly tinted depending on formulation. Progressive darkening signals increasing contamination levels. Dark brown or black solutions usually require replacement, though some contamination types darken solutions while chemical activity remains adequate.
Turbidity or cloudiness results from suspended particles and emulsified contaminants. Moderate turbidity is normal during active use, but solutions that remain opaque even after settling overnight likely need replacement. Inability to see tank bottom through solution indicates heavy contamination.
Surface films of oil or scum signal emulsion breakdown and surfactant depletion. Fresh solution with adequate detergent concentration should not develop persistent surface layers. Film formation indicates the solution has lost capacity to emulsify additional contamination.
Foam characteristics change as solutions age. Excessive foaming or complete lack of foam can both indicate problems. Some contamination types suppress foaming, while surfactant degradation products may increase foam stability abnormally.
Precipitates or crystals forming in solutions indicate chemical instability or incompatible contamination. Visible solid formation usually requires solution replacement and tank cleaning.
Sediment accumulation beyond normal settling indicates high particle loads. Thick sludge layers on tank bottoms suggest either solution replacement or intensive filtration and cleaning.
Performance Degradation
Cleaning results provide the ultimate measure of solution effectiveness.
Increased cleaning time to achieve acceptable results indicates reduced solution activity. Parts requiring 10 minutes when solution was fresh but needing 20 minutes after extended use demonstrate performance decline. This gradual degradation often goes unnoticed until compared against baseline data.
Incomplete contaminant removal with visible residues remaining after normal cleaning cycles clearly signals inadequate solution performance. Spots, streaks, or patches of unremoved contamination indicate replacement necessity.
Recontamination or spotting where parts emerge from cleaning dirtier than expected suggests the solution is redepositing contaminants rather than holding them in suspension. This reversal of cleaning action demands immediate solution replacement.
Increased part defects or quality issues downstream from ultrasonic cleaning may trace back to compromised solution. Coating adhesion problems, contamination in assembly operations, or quality control failures can result from inadequate cleaning due to exhausted solutions.
Corrosion or staining on parts during or after cleaning indicates solution chemistry problems. Fresh solutions properly formulated for the materials being cleaned should not cause corrosion. Chemical imbalance from contamination or depletion can create aggressive conditions damaging parts.
Tracking cleaning performance through regular test parts provides objective data about solution condition and optimal replacement timing.
Chemical Testing Methods
Analytical testing quantifies solution condition for objective replacement decisions.
pH measurement using electronic meters or test strips reveals chemical balance and drift. Comparing current pH to the optimal range specified for the cleaning solution indicates whether adjustment or replacement is needed. Excessive drift that cannot be corrected through neutralization requires fresh solution.
Concentration testing for active ingredients determines chemical depletion levels. Many commercial cleaning solutions include test kits using titration or colorimetric methods to measure detergent, surfactant, or specialty chemical concentrations. Results below minimum effective levels indicate the need for replenishment or replacement.
Contamination analysis quantifies the amount of oils, solids, or other contaminants accumulated in solutions. Laboratory analysis provides precise measurements, while field test kits offer sufficient accuracy for routine monitoring. Exceeding recommended contamination limits signals replacement timing.
Conductivity measurement tracks dissolved ionic content changes in aqueous solutions. Progressive conductivity increases indicate accumulating water-soluble contaminants. Sudden changes suggest contamination events or dilution.
Refractive index testing for solvent-based solutions measures concentration and contamination levels. Handheld refractometers provide quick field measurements indicating when solvents require distillation or replacement.
Establishing baseline measurements when solutions are fresh enables meaningful comparison as solutions age. Regular testing intervals (daily, weekly, or per number of parts cleaned) create data supporting optimized replacement schedules.
Extending Solution Service Life
Strategic maintenance and operational practices maximize solution reuse potential and minimize waste.
Proper Filtration Techniques
Effective filtration forms the foundation of solution life extension programs.
Continuous filtration during operation maintains solution clarity by removing particles as they’re generated. Circulation pumps move solution through filter cartridges or bag filters continuously. Flow rates should achieve complete tank volume circulation every 15 to 30 minutes for optimal particle removal.
Filter media selection matches particle size and contamination type. Coarse filters (50 to 100 micrometers) capture large particles and extend fine filter life. Medium filters (10 to 25 micrometers) remove most suspended solids. Fine filters (1 to 5 micrometers) polish solutions to maximum clarity. Multi-stage filtration using progressively finer media achieves best results while minimizing filter replacement costs.
Filter maintenance requires regular inspection and timely replacement. Monitoring pressure differential across filters indicates when media becomes loaded and requires changing. Waiting until flow substantially decreases allows excessive contamination buildup.
Bypass filtration operates during non-production periods, slowly circulating and filtering solution without interfering with cleaning operations. Extended filtration time during nights or weekends substantially improves solution clarity.
Centrifugal pre-filtration using cyclone separators removes heavy particles before fine filtration, extending media life and reducing maintenance frequency.
Proper filtration can triple or quadruple solution service life compared to unfiltered operation, easily justifying equipment investment through reduced chemical costs.
Skimming and Separation Methods
Removing floating contaminants prevents recontamination and maintains solution quality.
Belt skimmers use a continuous belt that passes through the solution surface, collecting floating oils and contaminants. The belt travels over a wiper blade that scrapes materials into a collection container. These simple devices operate continuously or intermittently, effectively removing surface layers.
Disk skimmers rotate partially submerged disks through solution surfaces. Contaminants adhere to disk surfaces and scrape off into collection troughs. Multiple disk systems handle heavy oil loads effectively.
Weir skimmers allow floating materials to overflow into collection channels while retaining the main solution volume. Adjustable weirs set precisely at the solution surface level skim continuously without requiring moving parts.
Manual skimming using absorbent pads or skimmer ladles works for small tanks or occasional oil removal. While labor-intensive, manual methods cost little and function adequately for low contamination applications.
Settling and decanting for particle-laden solutions allows heavy materials to gravitate to tank bottoms. Carefully removing clear solution from the top (decanting) into a clean tank leaves sediment behind. This process recovers the majority of solution while concentrating contaminants for disposal.
Regular skimming, ideally daily in heavy-use applications, prevents oil buildup and maintains optimal cavitation conditions.
Top-Off and Adjustment Strategies
Chemical replenishment extends solution life while maintaining performance.
Concentration maintenance through periodic addition of fresh cleaning concentrate compensates for dragout losses and chemical depletion. Testing concentration levels guides proper addition quantities. Many facilities establish schedules adding specific amounts of concentrate daily or after cleaning designated quantities of parts.
pH adjustment using acids or bases corrects drift and restores optimal chemistry. Alkaline solutions losing pH through neutralization receive small additions of sodium hydroxide or potassium hydroxide to restore activity. Acid solutions gaining pH through metal dissolution may need mineral acid additions.
Water replenishment compensates for evaporation, maintaining proper solution volume and concentration. Using deionized or distilled water prevents mineral accumulation that would occur with repeated tap water additions.
Additive supplementation restores depleted corrosion inhibitors, surfactants, or specialty chemicals. Some cleaning solution suppliers offer “booster” additives specifically formulated to refresh aged solutions.
The top-off approach works best when contamination loading is moderate and filtration/skimming removes physical contaminants effectively. Eventually, accumulated non-removable contamination necessitates complete solution replacement despite chemical adjustments.
Economic analysis determines optimal balance between replenishment costs and complete replacement. When replenishment frequency becomes high, full replacement often proves more cost-effective.
Temperature Management
Proper thermal control affects both solution performance and degradation rate.
Optimal operating temperature for most aqueous cleaning solutions ranges from 50 to 70 degrees Celsius. This range provides excellent cleaning performance while minimizing chemical degradation and evaporation. Higher temperatures accelerate some chemical breakdown processes, shortening solution life.
Temperature consistency prevents thermal cycling stress that can destabilize emulsions and accelerate surfactant degradation. Maintaining steady operating temperature rather than heating and cooling repeatedly extends solution life.
Evaporation control through tank covers or lids reduces water loss and the associated need for replenishment. Minimizing evaporation also reduces energy consumption for heating replacement water and maintains more stable solution chemistry.
Cooling periods between heavy use cycles allow solutions to stabilize. Some emulsions and chemical systems benefit from temperature reduction during idle periods, reducing chemical stress.
Automated temperature control systems maintain set points precisely, optimizing performance while protecting solution integrity and extending service life.
Solution Types and Their Reuse Characteristics
Different cleaning solution categories exhibit distinct reuse properties requiring specific management approaches.
Water-Based Detergent Solutions
Aqueous alkaline and neutral detergents represent the most common ultrasonic cleaning solutions and generally support excellent reusability.
Alkaline cleaners formulated with sodium hydroxide, potassium hydroxide, or carbonate salts combined with surfactants and builders provide robust cleaning across diverse applications. These solutions tolerate moderate contamination while maintaining effectiveness. Quality formulations include buffers that resist pH drift, supporting extended service life.
Typical reuse duration for alkaline solutions in moderate-use applications ranges from one to four weeks with proper maintenance. High-contamination environments may require weekly replacement, while light-duty applications occasionally achieve month-long or greater service life.
Alkaline solution degradation occurs primarily through pH neutralization and surfactant depletion. Regular pH monitoring with adjustment, combined with concentration testing and replenishment, extends life significantly. Filtration and skimming remove physical contaminants that would otherwise saturate solutions prematurely.
Neutral pH cleaners based on synthetic surfactants without strong alkalinity or acidity offer excellent material compatibility and chemical stability. These formulations generally maintain performance longer than alkaline solutions because they lack reactive hydroxide that consumes itself through neutralization.
Neutral cleaners work exceptionally well for precision cleaning where chemical stability and minimal residue are priorities. Reuse duration often exceeds alkaline solutions in comparable applications, sometimes reaching several weeks to months with diligent maintenance.
The primary degradation mechanism involves surfactant depletion and contamination accumulation rather than chemical reaction and consumption. This makes neutral solutions particularly amenable to concentration monitoring and replenishment strategies.
Emulsion cleaners create temporary oil-in-water emulsions that separate after use. These specialized formulations are typically not reused because the deliberate phase separation for contamination removal requires discarding the contaminated phase.
Solvent-Based Cleaners
Organic solvent solutions offer unique reuse characteristics distinct from aqueous systems.
Hydrocarbon solvents including mineral spirits and aliphatic hydrocarbons dissolve oils, greases, and waxes effectively. Unlike aqueous detergents that emulsify contaminants, solvents dissolve them completely, creating true solutions. This chemistry enables very long service life because dissolved contaminants don’t precipitate or separate.
Solvent degradation occurs primarily through accumulation of dissolved materials until saturation limits are reached and through water contamination. Water enters solvent systems from wet parts, atmospheric moisture absorption, or process contamination. Water presence reduces solvent effectiveness substantially and can cause corrosion.
Well-maintained hydrocarbon solvent systems in ultrasonic cleaning applications often achieve months of service life. Periodic testing for water content and contamination levels guides maintenance requirements. Some industrial systems incorporate distillation equipment that continuously or periodically recovers and purifies solvents, enabling indefinite reuse.
Modified alcohols and glycol ether solvents provide stronger solvency than hydrocarbons while maintaining reasonable safety profiles. These materials exhibit excellent reusability similar to hydrocarbons but often handle water contamination better due to partial water miscibility.
Chlorinated solvents including perchloroethylene and trichloroethylene offer exceptional solvency and very long service life. These materials dominated industrial cleaning historically but have fallen from favor due to environmental and health concerns. Where still used, these solvents commonly undergo continuous distillation for essentially unlimited reuse.
Fluorinated solvents represent modern alternatives offering excellent safety, materials compatibility, and environmental profiles. These expensive specialty solvents justify sophisticated recovery and purification systems enabling indefinite reuse. Contamination loading capacity is high, and proper maintenance keeps them in service essentially permanently.
Solvent-based ultrasonic cleaning solutions generally support longer reuse than aqueous systems but require different maintenance approaches focused on distillation, water removal, and contamination monitoring rather than filtration and chemical adjustment.
Specialized Chemical Formulations
Purpose-designed solutions for specific industries or applications have unique reuse considerations.
Medical and surgical instrument cleaners often incorporate enzymatic components, chelating agents, and specialized surfactants meeting healthcare standards. These formulations typically specify limited reuse periods based on enzyme activity life rather than contamination loading. Manufacturers often recommend single-shift or daily replacement regardless of visible condition to ensure sterility assurance and bioburden control.
Electronics cleaning solutions for flux removal and precision cleaning may be simple solvents, complex blends, or aqueous formulations. Reusability depends heavily on residue tolerance requirements. Applications demanding ultra-clean results may specify single-use or limited reuse despite adequate bulk solution condition because trace contamination levels unacceptable in electronics could accumulate over multiple cycles.
Aerospace cleaning solutions meeting military and aerospace specifications often have defined service life limits based on parts processed or operating hours rather than solution condition alone. Quality assurance requirements may mandate replacement schedules more conservative than chemical condition would dictate.
Jewelry cleaning solutions formulated for precious metals and gemstones typically support extended reuse because contamination levels remain relatively low. These solutions may serve effectively for weeks or months with simple filtration and skimming maintenance.
Automotive parts cleaning solutions for engines, transmissions, and heavily soiled components face rapid contamination from carbon, oil, and metal particles. Despite robust formulations, these applications often require frequent solution replacement, sometimes daily in high-volume operations.
Understanding application-specific requirements and manufacturer recommendations ensures appropriate reuse practices balancing economy, performance, and quality assurance.
Cost-Benefit Analysis of Solution Reuse
Economic evaluation guides optimal solution management strategies.
Chemical costs represent the obvious expense driver. Cleaning solution prices range from a few dollars per gallon for basic alkaline detergents to hundreds of dollars per gallon for specialized formulations. Maximizing reuse directly reduces this recurring expense.
Disposal costs include waste handling, treatment, and regulatory compliance expenses. Hazardous waste disposal for contaminated cleaning solutions can exceed the original chemical cost substantially. Extending solution life proportionally reduces disposal frequency and associated costs.
Labor expenses for solution replacement, tank cleaning, and system restart add hidden costs. Frequent replacement cycles consume productive time that could otherwise support value-adding operations. Balanced reuse strategies minimize unnecessary replacement labor while preventing excessive maintenance time attempting to extend unusable solutions.
Filtration and maintenance equipment represent capital investments that pay back through extended solution life. A filtration system costing several thousand dollars that triples solution service life recovers its investment rapidly through chemical and disposal savings.
Performance costs from compromised solutions include increased cleaning time, quality defects, rework, and customer dissatisfaction. Operating with degraded solutions to avoid replacement costs often creates larger expenses through reduced productivity and quality problems.
Comprehensive cost analysis typically reveals optimal replacement intervals that balance chemical savings from extended reuse against performance maintenance costs. The optimum rarely lies at either extreme of immediate single-use disposal or attempting indefinite reuse.
Environmental and Safety Considerations
Responsible solution management addresses environmental impact and workplace safety.
Waste reduction through solution reuse decreases environmental burden significantly. A facility replacing 50 gallons of cleaning solution weekly generates 2,600 gallons of waste annually. Doubling solution life through proper maintenance cuts waste generation by half, reducing environmental impact proportionally.
Resource conservation extends beyond waste reduction. Manufacturing cleaning chemicals consumes raw materials, energy, and water. Extended solution life reduces demand for chemical production and associated environmental impacts.
Regulatory compliance grows increasingly stringent regarding chemical use and waste disposal. Many jurisdictions regulate waste cleaning solution disposal, requiring specific treatment, manifesting, and disposal at approved facilities. Minimizing waste generation simplifies compliance and reduces regulatory burden.
Workplace exposure considerations may limit solution reuse in some applications. Degraded solutions can develop odors, off-gas volatile components, or become skin irritants as pH or chemistry changes. Protecting worker health sometimes necessitates solution replacement before chemical exhaustion purely for safety reasons.
Biodegradability of cleaning solutions affects disposal options and environmental impact. Biodegradable formulations may be discharged to sanitary sewers (where regulations permit) after use, while non-biodegradable or toxic solutions require special disposal. Maximizing reuse of non-biodegradable solutions provides greater environmental benefit.
Energy consumption for heating solutions represents ongoing environmental cost. Maintaining existing heated solution consumes less energy than heating fresh solution from ambient temperature. This factor favors extended reuse from both economic and environmental perspectives.
Balancing environmental responsibility with practical operational requirements guides sustainable solution management practices.
Best Practices for Different Industries
Industry-specific conditions and requirements shape optimal solution reuse approaches.
Manufacturing and machining operations dealing with heavy oil, grease, and metal particle contamination benefit from robust filtration systems and regular skimming. These facilities often establish replacement schedules based on parts processed rather than calendar time. Typical practice involves daily filtration maintenance with weekly solution evaluation and replacement every one to four weeks depending on contamination loading.
Medical and dental facilities prioritize infection control and follow manufacturer guidelines strictly. Many healthcare applications specify daily solution replacement regardless of visible condition. The relatively small solution volumes and critical nature of cleaning results justify conservative replacement practices. Documentation and traceability requirements often mandate replacement logs and batch tracking.
Jewelry and precious metals workshops handle minimal contamination and can extend solution life substantially. Weekly filtration and monthly solution replacement often suffice for these applications. The high value of items being cleaned justifies maintaining optimal solution condition, but low contamination rates enable economical extended reuse.
Electronics manufacturing demands ultra-clean results with zero tolerance for residue or cross-contamination. These operations may limit solution reuse despite adequate bulk chemical condition to prevent trace contamination accumulation. Critical applications might replace solutions daily or after processing specific quantities of boards or assemblies.
Automotive restoration and repair shops face heavy contamination from years of accumulated road grime, oil, and corrosion products. These applications often require frequent solution replacement combined with aggressive filtration. Daily skimming and weekly replacement represent common practice in busy shops.
Aerospace and defense contractors follow detailed process specifications that may mandate solution replacement on fixed schedules or after processing defined quantities of parts. These requirements prioritize absolute consistency and traceability over economic optimization. Compliance takes precedence over extending solution life beyond specified limits.
Adapting general reuse principles to industry-specific requirements and constraints ensures appropriate practices for each application environment.
Disposal and Replacement Protocols
Proper procedures for solution disposal and system restart maintain performance and compliance.
Disposal planning should begin before solution use by understanding applicable regulations and available disposal routes. Checking local wastewater discharge limits, identifying approved waste disposal contractors, and understanding manifest requirements prevents problems when disposal becomes necessary.
Pre-disposal testing may be required to characterize waste properly. pH, heavy metals content, BOD/COD levels, and other parameters determine appropriate disposal classification and routing. Documentation supports regulatory compliance and waste acceptance at treatment facilities.
Tank draining requires planning for safe liquid handling. Large tank volumes need pumping systems and adequate waste containers. Ensuring complete drainage prevents mixing old and fresh solutions inadvertently.
Tank cleaning before refilling removes accumulated sludge, scale, and residues that would immediately contaminate fresh solution. Physical scrubbing, pressure washing, or specialized tank cleaning solutions may be necessary depending on deposit type and tenacity.
System flushing with clean water removes residual old solution from plumbing, filters, and pumps. Thorough flushing prevents contaminating fresh solution charges and ensures system cleanliness.
Fresh solution preparation following manufacturer directions ensures proper concentration and chemistry. Using quality water (deionized or distilled) for dilution prevents mineral contamination in sensitive applications. Heating solution to operating temperature before beginning production cleaning ensures consistent performance.
Documentation of solution replacement, including dates, quantities, and disposal routes, supports quality systems, regulatory compliance, and process optimization. Tracking solution life and cleaning volumes processed enables continuous improvement of replacement scheduling.
Systematic replacement protocols maintain cleaning quality, support environmental responsibility, and ensure regulatory compliance throughout the solution lifecycle.



