
Ultrasonic cleaning has a reputation for being almost magical. Place a dirty object into a tank, turn on the machine, wait a few minutes, and the contamination seems to disappear from places no brush could ever reach. This reputation is well earned, but it also creates a common misunderstanding. Many people assume that ultrasonic cleaning effectiveness is automatic and consistent, as if the machine alone guarantees perfect results every time. In reality, ultrasonic cleaning is highly sensitive to a wide range of factors, and small changes in conditions can lead to noticeably different outcomes.
One reason expectations and reality often diverge is that ultrasonic cleaning works at a microscopic level. Cavitation bubbles form, grow, and collapse in patterns that are influenced by physics, chemistry, geometry, and even the surrounding environment. These processes are invisible to the naked eye, which makes it easy to overlook how many variables are involved. When two identical parts are cleaned in different ultrasonic systems or under slightly different settings, the difference in results can be surprising. One may emerge perfectly clean, while the other still holds residue in corners or blind holes.
Another reason for variation lies in how ultrasonic cleaners are commonly described. Marketing language often emphasizes power, frequency, or tank size as if one specification alone defines performance. In practice, ultrasonic cleaning behaves more like a process than a simple tool. The machine generates ultrasonic energy, but how that energy is transferred into the liquid, how the liquid responds, and how contaminants interact with both the liquid and the object all determine the final cleaning result. Ignoring any one of these elements can reduce effectiveness dramatically.
Even experienced users sometimes encounter inconsistent cleaning results. A process that worked well yesterday may perform poorly today, despite using the same machine. This often leads to frustration and the assumption that something is wrong with the equipment. In many cases, however, the issue is not mechanical failure but subtle changes in variables such as solution condition, temperature, loading arrangement, or even dissolved gases in the liquid. Ultrasonic cleaning is sensitive enough that these small differences matter.
Understanding this variability is important because it shifts the mindset from blaming the machine to understanding the system. Ultrasonic cleaning is not about turning on a device and hoping for the best. It is about controlling conditions so that cavitation occurs where it is needed, with the right intensity, for the right amount of time. Once this perspective is adopted, ultrasonic cleaning becomes far more predictable and effective.

The ultrasonic cleaner is cleaning the glasses, and visible dirt is being released and rising to the surface
The Core Principle Behind Ultrasonic Cleaning Effectiveness
At the heart of every ultrasonic cleaning process lies a single physical phenomenon that determines whether cleaning succeeds or fails: cavitation. No matter how advanced the machine appears or how carefully the parts are arranged, ultrasonic cleaning effectiveness ultimately depends on how cavitation forms, behaves, and interacts with both the contaminant and the surface being cleaned.
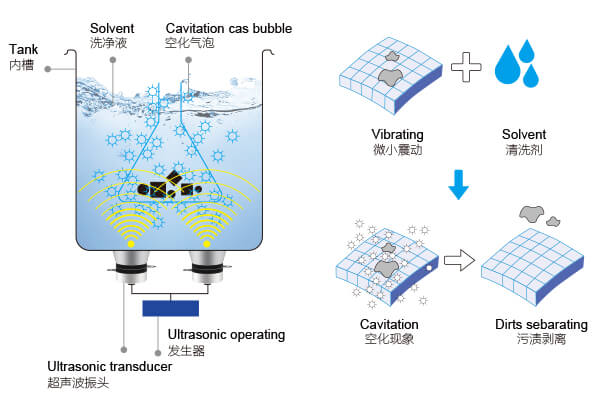
Cavitation occurs when ultrasonic waves travel through a liquid and create alternating high-pressure and low-pressure cycles. During the low-pressure phase, microscopic vapor bubbles form in the liquid. These bubbles grow over successive cycles until they reach an unstable size. When the pressure increases again, the bubbles collapse violently. This collapse releases localized energy in the form of microjets and shockwaves that strike nearby surfaces. It is this repeated, microscopic impact that loosens, fractures, and lifts contaminants away.
The Principle Behind Ultrasonic Cleaning
What makes cavitation uniquely powerful is its scale. The energy involved is not spread evenly across the entire object. Instead, it is concentrated into countless tiny events occurring millions of times per second across the surface and within any liquid-accessible space. This allows ultrasonic cleaning to reach areas that are physically inaccessible to brushes, sprays, or manual agitation, such as blind holes, narrow channels, fine surface textures, and complex internal geometries.
However, cavitation is also extremely sensitive to its environment. The size, intensity, and distribution of cavitation bubbles depend on several interrelated conditions. If the liquid is too viscous, bubbles form less easily. If the temperature is too high, bubbles collapse less violently. If dissolved gases are present, bubble behavior changes. Even the shape of the tank and the way ultrasonic energy reflects from its walls can alter where cavitation is strongest or weakest.
This sensitivity explains why ultrasonic cleaning is not simply about generating ultrasonic waves. The goal is not sound itself, but controlled cavitation. Strong ultrasonic vibration without effective cavitation produces disappointing results. Conversely, well-controlled cavitation, even at moderate power levels, can achieve excellent cleaning performance.
Another important aspect of cavitation is that it does not clean uniformly by default. Cavitation intensity varies throughout the tank. Some zones experience strong bubble collapse, while others become relatively quiet. These quiet regions are often called dead zones, and they are a major reason why cleaning results can be inconsistent. Objects placed in these zones may appear only partially cleaned, even though the ultrasonic cleaner is operating normally.
Cavitation also interacts differently with different contaminants. Loosely adhered particles may be removed almost instantly, while oily films require sustained bubble action to break surface tension. Oxides, carbonized residues, or chemically bonded contamination may resist cavitation unless the cleaning chemistry assists the process. This is why cavitation alone, without the right supporting conditions, is rarely sufficient for demanding cleaning tasks.
Understanding cavitation as a dynamic and delicate process helps clarify why ultrasonic cleaning effectiveness depends on so many variables. Frequency, power, temperature, chemistry, geometry, and time all influence how cavitation behaves. Each factor either supports or suppresses bubble formation and collapse. When these factors are aligned, ultrasonic cleaning becomes remarkably efficient. When they are not, even a powerful system can struggle.
With this foundation in place, it becomes easier to understand why ultrasonic frequency plays such a critical role. Frequency directly determines how cavitation bubbles form and collapse, shaping the balance between cleaning strength and surface safety.
Ultrasonic Frequency and Its Direct Impact on Cleaning Results
Ultrasonic frequency is one of the most discussed and most misunderstood factors affecting cleaning effectiveness. It is often treated as a simple specification, yet in practice it shapes how cavitation behaves more than almost any other parameter. Frequency determines the size, intensity, and distribution of cavitation bubbles, which in turn defines how aggressively contaminants are removed and how safely surfaces are treated.

From Low to High Frequency (20kHz–200kHz) A Practical Guide to Ultrasonic Applications
Lower ultrasonic frequencies, typically in the range of 20kHz to 33kHz, generate larger cavitation bubbles. These bubbles grow rapidly and collapse with greater force, producing strong microjets and shockwaves. This makes low-frequency ultrasonic cleaning highly effective for removing heavy contamination such as thick oils, grease, polishing compounds, carbon deposits, and stubborn residues that cling tightly to surfaces. The energy released during bubble collapse is intense enough to fracture and dislodge contaminants that would resist gentler cleaning methods.
However, the strength of low-frequency cavitation comes with trade-offs. The aggressive nature of bubble collapse increases the risk of surface erosion, especially on soft materials, delicate components, or finely finished surfaces. Thin coatings, soft plastics, and fragile microstructures can be damaged if exposed to strong cavitation for extended periods. This is why low-frequency ultrasonic cleaning is commonly used in industrial and mechanical applications, where robustness and contamination removal take priority over cosmetic perfection.
Higher ultrasonic frequencies, such as 40kHz, 68kHz, or even above 120kHz, produce much smaller cavitation bubbles. These bubbles collapse more gently, distributing their energy more evenly across the surface. While the individual bubble events are less powerful, their greater number creates a uniform cleaning action that is ideal for precision components. High-frequency ultrasonic cleaning excels at removing fine particles, light oils, and microscopic residues from sensitive surfaces without causing damage.
This distinction explains why frequency selection is critical. Using a low frequency for a delicate object may result in overcleaning or surface damage, while using a high frequency for heavy contamination may lead to incomplete cleaning. The frequency must be matched not only to the material being cleaned, but also to the type and strength of the contamination.
Another important aspect of frequency is its effect on penetration. Smaller cavitation bubbles created at higher frequencies can enter narrower gaps, micro-holes, and fine surface textures more easily. This makes high-frequency ultrasonic cleaning particularly effective for components with intricate geometry or tight tolerances. In contrast, larger bubbles generated at lower frequencies may struggle to penetrate very small features, even though they are more powerful.
Frequency also influences how cavitation is distributed throughout the tank. Lower frequencies tend to produce more pronounced standing wave patterns, which can increase the formation of dead zones if the system is not properly designed. Higher frequencies often produce a more uniform sound field, improving consistency across the cleaning area. This difference becomes especially important in larger tanks or when cleaning multiple parts simultaneously.
It is also worth noting that frequency interacts closely with other factors such as power density and solution chemistry. A low frequency with insufficient power may fail to generate effective cavitation, while a high frequency paired with the wrong cleaning solution may produce bubbles that collapse too gently to remove stubborn residues. Frequency alone does not determine effectiveness, but it sets the foundation upon which other parameters must be built.
Understanding the role of ultrasonic frequency helps clarify why there is no universally perfect setting. Each application requires a balance between cleaning strength, surface safety, and geometry access. Selecting the right frequency aligns cavitation behavior with the specific cleaning challenge at hand.
Once frequency is chosen, attention must turn to how much energy is delivered into the cleaning bath and how evenly it is distributed. This leads directly to the next critical factor: ultrasonic power density and its influence on cleaning effectiveness.
Ultrasonic Power Density and Energy Distribution
After frequency, ultrasonic power density is one of the most influential factors affecting cleaning effectiveness. Power density refers to how much ultrasonic energy is delivered per unit volume of liquid, not simply the total wattage printed on the machine label. This distinction is critical, because two ultrasonic cleaners with the same total power can perform very differently depending on tank size, transducer efficiency, and energy distribution.

In simple terms, power density determines how intensely cavitation occurs within the cleaning bath. If the power density is too low, cavitation bubbles may form weakly or inconsistently, resulting in slow or incomplete cleaning. Contaminants may loosen on the surface but remain trapped in corners or internal passages. On the other hand, excessively high power density can create overly aggressive cavitation that leads to uneven cleaning, surface damage, or rapid degradation of delicate components.
One common misconception is that increasing power always improves cleaning results. In practice, adding more power beyond an optimal range often produces diminishing returns. Once cavitation reaches a stable and effective level, additional energy does not significantly improve contaminant removal. Instead, it may increase turbulence, generate excessive heat, or accelerate wear on both the parts and the ultrasonic system itself. Effective ultrasonic cleaning depends on sufficient power density, not maximum power.
Energy distribution within the tank is just as important as total power density. Ultrasonic waves do not propagate uniformly by default. They reflect off tank walls, interfere with one another, and form complex acoustic patterns. These patterns create regions of strong cavitation and regions where cavitation is weak or absent. Parts placed in these low-energy zones may experience poor cleaning even though the machine is operating normally.
Tank size plays a major role here. A small tank with moderate power can achieve high power density and strong cavitation, while a large tank with the same power rating may struggle to produce sufficient energy throughout the entire volume. This is why industrial ultrasonic systems often scale power proportionally with tank volume and use multiple transducers to maintain uniform cavitation across the cleaning area.

The placement and quality of transducers also affect energy distribution. Transducers mounted unevenly or concentrated in one area can create hotspots where cavitation is intense and cold spots where cleaning is weak. High-quality systems are designed to spread ultrasonic energy evenly, reducing dead zones and improving consistency. Lower-quality systems may advertise high wattage but fail to deliver uniform cavitation where it is needed.
Load size further complicates power density. When many parts are placed into the tank at once, they absorb and scatter ultrasonic energy. This reduces the effective power density available to each part. Overloading the tank often leads to disappointing results, not because the machine is underpowered, but because the energy is divided among too many surfaces. Proper spacing and reasonable load sizes help maintain effective cavitation around each object.
Power density also interacts closely with frequency. At lower frequencies, higher power density produces stronger, more forceful cavitation. At higher frequencies, power density must often be increased to compensate for gentler bubble collapse. Finding the right balance between frequency and power density is essential for achieving the desired cleaning action without damaging sensitive surfaces.
Ultimately, ultrasonic power density should be viewed as a tuning parameter rather than a performance guarantee. The goal is to deliver enough energy to sustain effective cavitation throughout the tank, while maintaining uniform distribution and avoiding excessive aggression. When power density and energy distribution are properly matched to the application, ultrasonic cleaning becomes both efficient and reliable.
With frequency and power density working together, the next factor that shapes cleaning effectiveness comes into focus: the chemistry of the cleaning solution itself. Even the strongest cavitation cannot perform optimally if the liquid environment does not support bubble formation and contaminant removal.
Cleaning Solution Chemistry and Its Role in Ultrasonic Performance
Ultrasonic cleaning is often described as a physical process driven by sound and cavitation, but chemistry plays an equally important role in determining how effective that process becomes. The cleaning solution is not just a carrier for ultrasonic waves. It actively shapes cavitation behavior, influences how contaminants detach, and determines whether loosened residues stay suspended or redeposit onto the surface.

Cleaning agent
Pure water, while capable of supporting cavitation, is rarely sufficient for practical ultrasonic cleaning. Water has relatively high surface tension, which limits how easily cavitation bubbles form and collapse. It also lacks the chemical ability to break down oils, greases, and bonded residues. As a result, cavitation in plain water may loosen some particles, but it often struggles to remove films or complex contamination effectively.
Cleaning solutions typically include surfactants, which reduce surface tension and allow cavitation bubbles to form more readily. Lower surface tension means bubbles can grow and collapse more efficiently, enhancing the mechanical action of cavitation. At the same time, surfactants surround loosened contaminants and keep them suspended in the liquid, preventing them from reattaching to the cleaned surface. Without this suspension effect, dirt removed by cavitation can simply settle back onto the part.
The chemistry of the solution also determines how contaminants respond to ultrasonic energy. Oils and greases often require emulsifying agents to break them into smaller droplets. Oxides and corrosion residues may require mildly alkaline or acidic formulations to weaken their bond with the surface. Biological residues and organic films often respond better to enzymatic or specially formulated detergents. Cavitation alone may not be sufficient to overcome strong chemical adhesion without the right solution chemistry working alongside it.
Another important aspect is solution compatibility with the material being cleaned. Aggressive chemistries may enhance cleaning effectiveness but risk damaging sensitive materials, coatings, or finishes. For example, aluminum, certain plastics, and delicate surface treatments can react poorly to strong alkaline or acidic solutions. In these cases, a milder chemistry paired with optimized ultrasonic parameters often produces better overall results than a harsh solution that compromises material integrity.
Solution concentration also affects ultrasonic performance. Too little detergent may fail to reduce surface tension adequately, resulting in weak cavitation. Too much detergent can dampen cavitation by increasing viscosity or trapping gas within the liquid. There is an optimal concentration range where chemistry supports cavitation without suppressing it. Exceeding that range often leads to disappointing cleaning results, even when power and frequency are properly set.
As the cleaning process continues, solution condition changes. Contaminants accumulate, surfactants become depleted, and dissolved gases re-enter the liquid. Over time, these changes reduce cleaning effectiveness. A solution that worked well at the beginning of the day may perform poorly later, even though the machine settings remain unchanged. Regular solution replacement or filtration is essential for maintaining consistent ultrasonic performance.
The interaction between chemistry and cavitation highlights an important principle: ultrasonic cleaning is not purely mechanical. It is a hybrid process where physical energy and chemical action reinforce each other. When the cleaning solution is properly matched to the contamination and material, cavitation becomes far more effective. When chemistry is neglected or mismatched, even a powerful ultrasonic system may struggle.
With solution chemistry addressed, another closely related variable comes into play. Temperature directly affects both chemical reactions and cavitation behavior, making it a critical factor in ultrasonic cleaning effectiveness.
Temperature Control and Thermal Influence on Cavitation
Temperature is one of the most influential yet frequently overlooked factors in ultrasonic cleaning effectiveness. It affects not only the chemistry of the cleaning solution but also the physical behavior of cavitation itself. When temperature is properly controlled, ultrasonic cleaning becomes faster and more consistent. When temperature drifts outside the optimal range, cleaning performance can drop sharply, even if all other parameters remain unchanged.

The heating function of the ultrasonic cleaner
As temperature increases, the viscosity of the cleaning solution decreases. Lower viscosity allows cavitation bubbles to form more easily and move more freely within the liquid. At the same time, surface tension decreases, further supporting bubble formation and collapse. This is why moderate heating often improves ultrasonic cleaning efficiency. Oils soften, greases become less resistant, and chemical reactions proceed more quickly, allowing cavitation to work more effectively.
However, there is a limit to this benefit. As temperature continues to rise, vapor pressure within the liquid increases. When vapor pressure becomes too high, cavitation bubbles fill with vapor rather than collapsing violently. Instead of releasing sharp microjets and shockwaves, the bubbles collapse weakly or not at all. This phenomenon significantly reduces the mechanical energy delivered to the surface, undermining the very mechanism that makes ultrasonic cleaning effective.
This balance explains why ultrasonic cleaning typically performs best within a moderate temperature range rather than at extreme heat. For many aqueous cleaning solutions, effective temperatures often fall between forty and sixty degrees Celsius. Within this range, viscosity and surface tension are reduced enough to enhance cavitation, while vapor pressure remains low enough to allow strong bubble collapse. Operating far above this range often results in diminished cleaning power rather than improvement.
Temperature stability is just as important as temperature level. Fluctuations during cleaning cycles can cause inconsistent cavitation behavior. If the solution heats up too rapidly or cools unevenly, cavitation intensity may vary across the tank. This can lead to uneven cleaning, where some parts are thoroughly cleaned while others remain partially contaminated.
Temperature also interacts with cleaning chemistry. Many detergents and surfactants are formulated to work optimally within specific temperature ranges. Below those ranges, chemical reactions slow down and contaminants remain stubborn. Above them, surfactants may degrade or lose effectiveness. In extreme cases, excessive heat can cause foaming, which traps air and suppresses cavitation entirely.
Material considerations further complicate temperature selection. While metals typically tolerate elevated temperatures well, plastics, elastomers, and certain coatings may soften or deform if exposed to excessive heat. Even if cavitation remains effective, thermal damage to the part can negate the benefits of cleaning. This makes it essential to choose a temperature that balances cavitation efficiency, chemical performance, and material safety.
Another subtle effect of temperature involves dissolved gases. As temperature increases, gases dissolved in the solution are released more readily. This can initially improve cavitation by reducing gas content, but it can also introduce instability if gas release is uneven. This is why degassing procedures are often used in conjunction with temperature control to maintain consistent cleaning conditions.
Ultimately, temperature should be viewed as a tuning parameter rather than a shortcut to faster cleaning. Raising temperature beyond the optimal range does not compensate for poor frequency selection, insufficient power density, or inappropriate chemistry. Instead, effective ultrasonic cleaning relies on temperature being carefully matched to the solution, the material, and the type of contamination present.
With temperature understood as a supporting factor for cavitation and chemistry, attention can now shift to the nature of the contamination itself. Not all dirt behaves the same way, and the type of contaminant plays a major role in how ultrasonic cleaning performs.
Contaminant Type and Adhesion Strength
One of the most decisive factors in ultrasonic cleaning effectiveness is the nature of the contamination being removed. Ultrasonic cavitation does not interact with all contaminants in the same way. Some residues detach easily with minimal energy, while others resist removal even under strong ultrasonic conditions. Understanding contaminant type and adhesion strength helps explain why ultrasonic cleaning works effortlessly in some cases and struggles in others.
Loose particulate contamination, such as dust, polishing debris, or fine metal shavings, is generally the easiest to remove. These particles often rest on the surface without strong chemical or mechanical bonding. Cavitation bubbles collapsing nearby create micro-currents that lift and carry particles away almost instantly. In such cases, even moderate ultrasonic power and gentle chemistry can produce excellent results.
Oils and greases present a more complex challenge. While they may appear loosely attached, many oils form thin films that adhere strongly due to surface tension and molecular attraction. Cavitation alone may disrupt these films, but without the support of surfactants to emulsify and suspend the oil, residues can remain or redeposit elsewhere on the part. This is why ultrasonic cleaning of oily components relies heavily on proper solution chemistry in addition to cavitation strength.
Oxides and corrosion layers introduce even stronger adhesion. These contaminants are often chemically bonded to the surface and may have formed over long periods of exposure to air, moisture, or heat. Cavitation can fracture brittle oxide layers, especially at lower ultrasonic frequencies where bubble collapse is more aggressive. However, thick or tightly bonded oxides often require chemical assistance to weaken their attachment before cavitation can remove them effectively.
Carbonized residues and burned-on contaminants represent some of the most challenging cases for ultrasonic cleaning. These residues form through high-temperature processes and can be chemically stable and mechanically tough. Cavitation may remove surface layers gradually, but cleaning effectiveness depends heavily on extended exposure time, appropriate frequency selection, and specialized cleaning solutions designed to break down carbon-based contamination.
Biological contamination, such as proteins, biofilms, or organic residues, behaves differently again. These materials can be elastic and absorb cavitation energy rather than fracturing immediately. In such cases, ultrasonic cleaning benefits from solutions that chemically denature proteins or disrupt biofilm structure. Cavitation then accelerates penetration of the solution into the contaminant, enhancing overall removal.
Another important factor is contamination age. Fresh residues are generally easier to remove than aged ones. Over time, oils oxidize, films harden, and contaminants migrate into surface microstructures. What could be removed easily shortly after formation may require significantly more energy and time once the residue has aged. This explains why regular ultrasonic cleaning often produces better results than infrequent deep cleaning.
Adhesion strength is also influenced by surface roughness. Rough or porous surfaces provide more contact area for contaminants to anchor themselves. Cavitation must then work harder to penetrate these microstructures and dislodge trapped residues. Smooth surfaces, by contrast, allow contaminants to release more readily under ultrasonic action.
Understanding contaminant behavior leads to an important insight: ultrasonic cleaning effectiveness is not solely a function of machine settings. It is a response to how strongly contamination is bonded and how it reacts to mechanical and chemical forces. Matching ultrasonic parameters and cleaning chemistry to the specific type of contamination greatly improves outcomes.
With contaminant type clarified, the next factor to consider is the material being cleaned. Material properties influence how cavitation energy is transferred and how much stress a surface can tolerate during ultrasonic exposure.
Material Properties of the Object Being Cleaned
The material of the object being cleaned plays a decisive role in how ultrasonic energy interacts with its surface and how effective the cleaning process ultimately becomes. While ultrasonic cleaning is often praised for its versatility, different materials respond very differently to cavitation, vibration, temperature, and chemistry. Recognizing these differences is essential for achieving effective cleaning without unintended damage.
Hard materials such as stainless steel, titanium, and many industrial alloys typically respond very well to ultrasonic cleaning. Their rigid surfaces transmit cavitation energy efficiently, allowing microjets from collapsing bubbles to strike contaminants directly and dislodge them. These materials can tolerate relatively aggressive ultrasonic conditions, including lower frequencies and higher power densities, without suffering surface damage. This makes them ideal candidates for ultrasonic cleaning in industrial, medical, and mechanical applications.
Softer metals such as aluminum, copper, brass, and certain precious metals require more careful parameter selection. While cavitation can still remove contaminants effectively, aggressive ultrasonic conditions may cause surface pitting, erosion, or a dull finish over time. This is especially true when low frequencies and high power densities are used. For these materials, higher ultrasonic frequencies combined with controlled power and appropriate chemistry often produce better cleaning results while preserving surface integrity.
Plastics and polymers present another set of challenges. Their lower hardness and elastic nature can absorb some of the energy released by cavitation rather than reflecting it. In many cases, this reduces cleaning effectiveness, particularly for tightly adhered contaminants. At the same time, excessive ultrasonic energy or elevated temperatures can deform, craze, or weaken plastic components. Selecting higher frequencies, lower power densities, and milder chemistries is usually necessary when cleaning plastic parts ultrasonically.
Ceramics and glass generally tolerate ultrasonic cleaning well, provided they are free of internal cracks or defects. Their rigid structure allows cavitation energy to act effectively on surface contaminants. However, pre-existing microcracks can propagate under repeated ultrasonic exposure, especially at lower frequencies. This makes inspection and conservative parameter selection important for fragile ceramic or glass components.
Composite materials and coated surfaces require particular attention. Coatings may have different acoustic properties than the underlying substrate, leading to uneven energy absorption. Cavitation can sometimes undermine poorly bonded coatings, causing delamination or edge lifting. In such cases, ultrasonic cleaning may reveal defects rather than cause them, but the result can still be undesirable. Adjusting frequency and power, or choosing alternative cleaning methods, may be necessary to protect coated surfaces.
Surface roughness also influences ultrasonic cleaning effectiveness. Rough or porous materials provide more surface area for contaminants to adhere to, increasing cleaning difficulty. Cavitation must penetrate into microvalleys and pores to remove trapped residues. While ultrasonic cleaning is often superior to manual methods in these situations, cleaning time and parameter optimization become more critical. Smooth, polished surfaces generally clean faster and more uniformly.
Repeated ultrasonic exposure can contribute to material fatigue in certain cases. Although ultrasonic cleaning does not typically cause immediate damage, long-term use on thin or delicate components may gradually weaken edges, fine features, or stress points. This is less a flaw of ultrasonic cleaning itself and more a reminder that material limits must be respected, especially in precision or high-value applications.
Understanding material behavior allows ultrasonic cleaning to be used as a controlled, predictable process rather than a trial-and-error exercise. By matching frequency, power density, chemistry, and temperature to the material’s properties, cleaning effectiveness can be maximized while minimizing risk.
With material considerations in mind, another factor comes into focus that often determines whether ultrasonic cleaning succeeds or fails: the geometry of the object and how easily cavitation can reach every surface that needs to be cleaned.
Geometry, Complexity, and Blind Holes
One of the greatest strengths of ultrasonic cleaning is its ability to clean areas that brushes, sprays, and manual wiping simply cannot reach. At the same time, geometry is one of the most common reasons ultrasonic cleaning underperforms in real-world applications. The shape of an object, the complexity of its features, and the presence of blind holes or enclosed spaces all influence how cavitation reaches the surfaces that need to be cleaned.
Ultrasonic cleaning works only where liquid can reach. Cavitation bubbles form and collapse within the cleaning solution, not in empty space. When a surface is shielded from liquid contact, cleaning effectiveness drops sharply. This is why parts with deep recesses, narrow channels, internal cavities, or blind holes require careful attention to orientation and process setup.
Blind holes are a classic challenge. Air trapped inside these holes prevents liquid from entering, creating an acoustic barrier that blocks cavitation entirely. Even a powerful ultrasonic system cannot clean a surface that remains dry. In these cases, parts may emerge looking clean on the outside while contaminants remain untouched inside. Simple adjustments, such as changing part orientation, rotating parts between cycles, or allowing time for trapped air to escape, can dramatically improve results.
Complex geometries introduce another layer of difficulty. Sharp corners, overlapping features, and closely spaced elements can create shadowing effects where ultrasonic energy is partially blocked. Cavitation intensity varies around these features, leading to uneven cleaning. Areas directly exposed to the ultrasonic field may be cleaned thoroughly, while recessed or shielded areas receive less energy. This uneven distribution often explains why some surfaces look pristine while others retain residue.
Orientation within the tank plays a larger role than many users realize. A part placed flat against the basket or aligned parallel to the tank bottom may block ultrasonic waves from reaching critical surfaces. Suspending parts, angling them slightly, or using fixtures that expose multiple sides to the sound field helps ensure more uniform cavitation. Small changes in orientation can sometimes make the difference between partial and complete cleaning.
The size of features also matters. Narrow channels and micro-scale passages may be accessible to high-frequency cavitation bubbles but not to larger bubbles produced at lower frequencies. This is why higher frequencies are often preferred for precision components with fine internal structures. Smaller bubbles can penetrate tighter spaces, delivering cleaning action where larger bubbles cannot reach.
Part-to-part interaction becomes important when cleaning multiple items at once. Closely packed parts can block ultrasonic energy from reaching interior surfaces, reducing effectiveness. This is especially problematic for complex components that rely on liquid flow through internal passages. Adequate spacing and thoughtful arrangement help maintain access for cavitation throughout the load.
Geometry also influences how contaminants accumulate. Certain shapes encourage debris to settle or become trapped, increasing adhesion strength over time. Ultrasonic cleaning can still remove these contaminants, but it may require longer exposure, optimized chemistry, or multiple cleaning cycles to fully clear complex regions.
Understanding geometric effects reinforces the idea that ultrasonic cleaning is not just about machine settings. Part design, orientation, and handling all influence how effectively cavitation can do its work. When geometry is respected and managed correctly, ultrasonic cleaning delivers exceptional results even for the most intricate components.
With geometry addressed, attention now turns to how many parts are placed into the tank at once and how they are arranged. Load size and part placement have a direct impact on cavitation behavior and overall cleaning effectiveness.
Load Size and Part Arrangement in the Tank
Even with the right frequency, power density, solution chemistry, and temperature, ultrasonic cleaning effectiveness can drop significantly if the tank is overloaded or parts are arranged poorly. Load size and part placement determine how ultrasonic energy is shared within the cleaning bath, and this factor alone explains many cases of inconsistent or disappointing results.
Ultrasonic energy is finite. When only a few parts are placed in the tank, each surface receives a high share of cavitation activity. As more parts are added, that same energy must be distributed across a larger total surface area. If the load becomes too dense, the effective cavitation strength at each surface decreases. The result is slower cleaning, uneven results, or areas where contamination remains untouched.
Overcrowding also creates physical barriers to ultrasonic wave propagation. Parts placed too close together block sound waves, preventing cavitation from reaching surfaces hidden between components. This shielding effect is especially problematic for parts with internal features, recesses, or blind holes. Even if cavitation is strong elsewhere in the tank, blocked regions may experience little to no cleaning action.
Part arrangement matters just as much as quantity. When items rest directly against each other or against the basket walls, cavitation around those contact points is suppressed. Ultrasonic bubbles cannot form or collapse effectively where solid surfaces press together. This leads to characteristic uncleaned patches that mirror contact points rather than contamination patterns.
Using baskets and fixtures correctly helps mitigate these issues. A well-designed basket suspends parts evenly in the ultrasonic field, allowing liquid and sound waves to circulate freely. Spacing parts apart ensures that cavitation can form around all exposed surfaces. In many cases, cleaning fewer parts per cycle produces better overall throughput than overloading the tank and repeating cleaning cycles due to poor results.
Mass loading is another subtle but important consideration. Heavier loads absorb more ultrasonic energy, reducing cavitation intensity in the surrounding liquid. Large or dense parts may require higher power density, longer cleaning times, or reduced batch sizes to achieve the same level of cleanliness as lighter components. Ignoring mass effects can lead to the false conclusion that the ultrasonic system is underpowered.
Vertical arrangement often improves results for complex parts. Positioning components so that openings face upward allows trapped air to escape more easily and promotes liquid circulation. Horizontal placement, especially for hollow or cup-shaped parts, increases the likelihood of air pockets that block cavitation entirely.
Cleaning consistency also depends on repeatability of loading. If parts are arranged differently from batch to batch, cleaning results may vary even when machine settings remain unchanged. Establishing standard loading patterns and basket configurations improves reliability and makes ultrasonic cleaning more predictable.
Understanding load size and arrangement reinforces a broader principle: ultrasonic cleaning effectiveness is not determined solely by machine specifications. Human decisions in how parts are placed into the tank directly influence cavitation behavior. When loading is optimized, the same ultrasonic system often delivers dramatically better results without any change in power or frequency.
With part loading addressed, attention now shifts to the internal components of the ultrasonic system itself. The quality of transducers and overall system design plays a major role in how reliably ultrasonic energy is converted into effective cavitation.
Ultrasonic Transducer Quality and System Design
At the core of every ultrasonic cleaner is the transducer system, the component responsible for converting electrical energy into high-frequency mechanical vibration. While frequency and power ratings are often highlighted, the quality of the transducers and the overall system design largely determine how reliably and uniformly ultrasonic energy is delivered into the cleaning bath. Two machines with identical specifications on paper can perform very differently in practice because of differences in transducer construction and system engineering.

Transducers vary widely in how efficiently they convert electrical input into mechanical motion. High-quality transducers maintain stable vibration amplitude over time, producing consistent cavitation across repeated cleaning cycles. Lower-quality transducers may suffer from uneven vibration, reduced output, or gradual degradation, leading to inconsistent cleaning results that are difficult to diagnose. When cavitation strength fluctuates, cleaning effectiveness becomes unpredictable even if all other parameters remain constant.
The method used to mount transducers to the tank also affects performance. Some systems use bonded transducers attached with adhesive, while others use bolted or welded designs. Poor mounting can dampen vibration or allow energy to dissipate into the tank structure rather than the liquid. Well-engineered systems ensure that vibration is transferred efficiently into the cleaning solution, maximizing cavitation where it matters.
Transducer placement plays a critical role in energy distribution. When transducers are clustered in one area, cavitation intensity becomes uneven, creating strong zones near the transducers and weaker zones elsewhere. This uneven field leads to inconsistent cleaning, especially in larger tanks. High-quality systems distribute transducers strategically across the tank bottom or sides to create a more uniform acoustic field and reduce dead zones.
System design also influences frequency stability. In lower-quality machines, frequency drift can occur as components heat up or age. Even small shifts in frequency can alter cavitation behavior, reducing cleaning effectiveness over time. Advanced ultrasonic systems use feedback mechanisms to maintain stable frequency output, ensuring consistent cavitation characteristics throughout each cleaning cycle.
Another important aspect is the relationship between transducers and tank geometry. The tank itself acts as part of the acoustic system. Its dimensions, wall thickness, and material affect how ultrasonic waves reflect and interfere within the liquid. Well-designed tanks are engineered to minimize destructive interference and standing waves that create dead zones. Poorly designed tanks may amplify these effects, leading to highly uneven cavitation patterns.
Reliability over time is another consideration. Transducers are subject to continuous mechanical stress, especially in high-duty-cycle industrial applications. Inferior components may degrade, crack, or lose efficiency, gradually reducing cleaning performance. This decline is often subtle, making it difficult to notice until cleaning results deteriorate significantly. Regular maintenance and quality construction help preserve long-term effectiveness.
The control electronics behind the transducers also matter. Stable power delivery, proper impedance matching, and protection against overload all contribute to consistent ultrasonic output. Systems that lack proper control may deliver fluctuating power levels, causing cavitation to vary unpredictably within a single cycle.
Ultimately, ultrasonic cleaning effectiveness depends not only on choosing the right frequency and power, but on how well the system converts those settings into real cavitation energy in the liquid. High-quality transducers and thoughtful system design transform theoretical specifications into practical cleaning performance. Without them, even a powerful machine may fail to deliver reliable results.
With the internal mechanics of the ultrasonic system understood, attention now turns to a less visible but equally important factor. Dissolved gases in the cleaning solution can dramatically influence cavitation behavior, making degassing an essential step in many ultrasonic cleaning processes.
Degassing and Its Impact on Initial Cleaning Performance
Degassing is a step that is easy to overlook, yet it has a profound impact on ultrasonic cleaning effectiveness, especially during the initial stages of a cleaning process. Fresh cleaning solutions naturally contain dissolved gases such as oxygen and nitrogen. While these gases are harmless in most liquid applications, they interfere directly with cavitation and reduce the efficiency of ultrasonic cleaning.

Degassing
When ultrasonic waves travel through a liquid filled with dissolved gas, cavitation bubbles tend to form around gas pockets rather than as pure vapor bubbles. These gas-filled bubbles behave differently. Instead of collapsing violently and releasing concentrated energy, they compress and rebound more gently. The result is weaker microjets and reduced mechanical impact on contaminants. In practical terms, this means slower cleaning and less effective contaminant removal.
Freshly prepared solutions often show this effect clearly. A new tank filled with water and cleaning solution may appear active, yet cleaning results during the first few minutes can be disappointing. This leads some users to believe that the ultrasonic cleaner is underperforming. In reality, the issue is not power or frequency but excess dissolved gas suppressing cavitation intensity.
Degassing removes these dissolved gases from the solution, allowing cavitation bubbles to form and collapse more energetically. Once degassed, the same ultrasonic system often produces noticeably stronger cleaning action without any change to settings. This improvement can be dramatic, particularly for precision cleaning tasks or applications requiring uniform results.
Many modern ultrasonic cleaners include a dedicated degas function. This mode operates the ultrasonic system in a way that encourages rapid gas release, often using intermittent bursts of energy to drive dissolved gases out of solution. In systems without a specific degas feature, simply running the ultrasonic cleaner for several minutes without parts in the tank can achieve a similar effect. As gas escapes, visible streams of bubbles rise to the surface, indicating that the solution is becoming more suitable for effective cavitation.
Degassing is especially important when solutions are freshly mixed, when water has been recently heated, or when cleaning results must be highly repeatable. It also becomes critical after solution replacement or when topping up the tank with fresh liquid. Neglecting degassing in these situations often leads to inconsistent cleaning performance from batch to batch.
The interaction between degassing and temperature is also worth noting. Warmer liquids release dissolved gases more readily, which can make degassing faster. However, uncontrolled gas release during heating can cause temporary instability in cavitation patterns. Performing a controlled degas cycle helps stabilize the solution before cleaning begins.
In production or laboratory environments, degassing contributes significantly to process consistency. By ensuring that each cleaning cycle begins with a solution that supports strong, uniform cavitation, variability is reduced and results become more predictable. This is especially important when cleaning sensitive components or when validating cleaning processes.
Understanding degassing reinforces a recurring theme in ultrasonic cleaning: effectiveness depends on preparation as much as operation. A well-degassed solution allows cavitation to reach its full potential, setting the stage for efficient and reliable cleaning.
With degassing addressed, another practical question arises. How long should ultrasonic cleaning actually last, and does longer cleaning always lead to better results? This brings us to the influence of cleaning time and the concept of diminishing returns.
Cleaning Time and Diminishing Returns
Cleaning time is one of the most intuitive variables in ultrasonic cleaning, yet it is also one of the most misunderstood. It is tempting to assume that longer cleaning cycles automatically produce better results. In reality, ultrasonic cleaning effectiveness follows a pattern of diminishing returns. Beyond a certain point, extending the cleaning time offers little improvement and can sometimes introduce new problems.
In the early phase of ultrasonic cleaning, cavitation removes loosely attached contaminants very quickly. Particles, light oils, and surface films often detach within the first few minutes. This initial stage is where ultrasonic cleaning appears most dramatic, as visible dirt disappears rapidly and the solution may become cloudy with released debris.
As cleaning continues, the remaining contamination is usually more strongly bonded. Cavitation still works, but progress slows. Removing these residues may require additional time, optimized chemistry, or adjusted parameters. However, once most contaminants have been removed, further ultrasonic exposure does not significantly improve cleanliness. At this stage, the surface is already clean at a functional level, even if microscopic traces remain.
Excessive cleaning time can introduce unintended effects. Prolonged ultrasonic exposure increases cumulative mechanical stress on parts, especially on thin features, sharp edges, or delicate assemblies. While ultrasonic cleaning is generally gentle, continuous vibration over long periods can contribute to fatigue in sensitive components. This risk is low for robust materials but becomes more relevant for precision parts, fine geometries, or repeated cleaning cycles.
Long cleaning times also affect the cleaning solution itself. As contaminants accumulate, solution effectiveness decreases. Surfactants become saturated, debris remains suspended, and cavitation efficiency can drop. In extreme cases, redeposition occurs, where loosened contaminants settle back onto cleaned surfaces. Extending cleaning time in a depleted solution often makes results worse rather than better.
Another factor is heat buildup. Even systems with temperature control can experience gradual temperature increases during extended cycles. As discussed earlier, excessive heat weakens cavitation and may compromise material safety. Longer cycles increase the likelihood of drifting outside the optimal temperature range.
For these reasons, many experienced users favor multiple short cleaning cycles over a single long one. Short cycles allow inspection between stages, solution refresh if needed, and adjustment of parameters based on observed results. This approach often achieves better cleanliness with less risk and lower energy consumption.
Cleaning time should therefore be matched to contamination severity, material tolerance, and process goals. Light contamination may require only a few minutes, while heavy or aged residues may need longer exposure combined with appropriate chemistry. However, once cleaning effectiveness plateaus, additional time rarely adds value.
Understanding the role of time reinforces the idea that ultrasonic cleaning is about balance. Optimal results come from aligning time with frequency, power, chemistry, temperature, and load conditions. When these factors are tuned together, ultrasonic cleaning becomes efficient rather than excessive.
With cleaning time considered, the discussion now moves to a more structural aspect of ultrasonic systems. The physical design of the tank itself influences how ultrasonic energy behaves and how evenly cavitation is distributed.
Tank Design, Shape, and Acoustic Behavior
The ultrasonic tank is more than a container that holds liquid and parts. It is an active acoustic component that shapes how ultrasonic energy travels, reflects, and concentrates within the cleaning bath. Tank design directly influences cavitation intensity, uniformity, and repeatability, which means it has a measurable impact on cleaning effectiveness even when all other parameters remain unchanged.
Tank shape affects how ultrasonic waves propagate. Rectangular tanks are widely used because they are easier to engineer for predictable acoustic behavior. Their flat walls and corners create reflection patterns that can be managed through transducer placement and wall thickness. When designed correctly, these reflections help distribute energy evenly. Poorly designed rectangular tanks, however, can create strong standing waves that produce alternating zones of high and low cavitation, leading to inconsistent cleaning across the load.
Tank depth also matters. If the liquid column is too shallow, cavitation may concentrate near the bottom, leaving upper regions under-cleaned. If the tank is too deep relative to transducer placement and power, ultrasonic energy may attenuate before reaching upper areas effectively. Balanced depth ensures that cavitation extends throughout the usable cleaning volume rather than being confined to a narrow layer.
Wall thickness and material selection influence energy transmission and durability. Tanks that are too thin may flex excessively, absorbing ultrasonic energy instead of reflecting it back into the liquid. Tanks that are too thick can dampen vibration and reduce overall efficiency. Properly engineered tanks strike a balance, allowing efficient energy coupling while maintaining structural integrity over long-term use.
Acoustic impedance matching between the transducers, tank wall, and liquid is another subtle but important factor. When these elements are poorly matched, energy is lost as heat or vibration in the structure rather than being delivered into the liquid. Well-designed systems account for impedance matching to maximize cavitation efficiency.
The position of transducers relative to the tank geometry determines how evenly ultrasonic waves spread. Bottom-mounted transducers are common, but side-mounted or multi-side configurations are sometimes used to improve coverage in large or specialized tanks. Strategic placement helps reduce dead zones and improves consistency across different loading positions.
Tank corners can be problematic areas. Sharp corners tend to trap air and disrupt wave propagation, reducing cavitation locally. Rounded internal corners or thoughtful basket placement can mitigate these effects and improve cleaning uniformity.
Even drainage ports, seams, and welds influence acoustic behavior. Poorly finished welds or structural discontinuities can scatter ultrasonic energy unpredictably. High-quality tank construction minimizes these disruptions, contributing to stable and repeatable cavitation patterns.
Understanding tank design helps explain why two ultrasonic cleaners with identical power and frequency ratings can perform very differently. The tank is not passive. It shapes the acoustic environment in which cavitation occurs. When tank design supports uniform energy distribution, ultrasonic cleaning becomes far more predictable and effective.
With tank design addressed, attention turns to how ultrasonic cleaning performs over time and across repeated cycles. Consistency and repeatability are essential in many applications, making process control another key factor influencing cleaning effectiveness.
Process Control and Repeatability
Ultrasonic cleaning delivers its greatest value when it produces the same level of cleanliness every time. In many real applications, especially in industrial, laboratory, and medical environments, cleaning effectiveness is not judged by a single successful result but by consistency across repeated cycles. This is where process control and repeatability become decisive factors.
Ultrasonic cleaning is often mistakenly treated as a standalone action rather than a controlled process. When operators rely on intuition instead of defined parameters, small variations accumulate. Changes in solution age, temperature drift, loading differences, or cycle time can all introduce inconsistency. Over time, this leads to unpredictable results even when using the same machine.
Establishing stable process parameters is the foundation of repeatable ultrasonic cleaning. Frequency and power are usually fixed by the equipment, but other variables require active control. These include solution concentration, temperature range, degassing procedure, cleaning duration, and load configuration. When each variable is defined and monitored, cavitation behavior becomes far more predictable.
Solution management is especially important for repeatability. As cleaning progresses, contaminants build up in the liquid, altering surface tension and suppressing cavitation. Without regular solution replacement or filtration, cleaning effectiveness gradually declines. This decline is often subtle, leading operators to extend cleaning time unnecessarily rather than addressing the root cause. A controlled process includes clear criteria for when a solution should be refreshed.
Temperature control also affects repeatability. Ultrasonic systems that lack consistent temperature regulation may perform well at the beginning of a cycle but lose effectiveness as heat accumulates. Maintaining a narrow temperature range ensures that cavitation strength and chemical activity remain stable from batch to batch.
Load consistency is another critical factor. Even small changes in how parts are arranged can alter cavitation distribution. Repeatable cleaning requires standardized loading practices, including consistent spacing, orientation, and basket placement. When parts are loaded differently each time, variations in cleaning results are almost inevitable.
Cleaning time should also be standardized. Rather than guessing when a part is clean, repeatable processes rely on validated cycle durations based on contamination type and material. This approach prevents both undercleaning and unnecessary overexposure to ultrasonic energy.
Monitoring and documentation further enhance repeatability. In professional environments, tracking parameters such as solution age, cycle count, temperature, and maintenance intervals helps identify trends before cleaning effectiveness declines. This level of control transforms ultrasonic cleaning from a reactive task into a reliable, predictable operation.
Process control also supports troubleshooting. When cleaning results change unexpectedly, having defined parameters makes it easier to isolate the cause. Without documentation, it becomes difficult to determine whether the issue lies with the machine, the solution, the load, or external conditions.
Ultimately, repeatability is what separates casual ultrasonic cleaning from professional-grade performance. A controlled process ensures that ultrasonic energy, chemistry, and operating conditions work together consistently. This not only improves cleaning effectiveness but also reduces waste, rework, and downtime.
With process control established, one final layer of influence remains to be considered. External and environmental conditions, though often ignored, can subtly affect ultrasonic cleaning outcomes in ways that are easy to miss.
Environmental and External Influences
Ultrasonic cleaning is often viewed as a self contained process that begins and ends inside the tank. In practice, the surrounding environment can influence cleaning effectiveness in subtle but meaningful ways. These external factors rarely cause dramatic failures on their own, but they can amplify other issues or introduce variability that becomes noticeable over time, especially in precision or high repeatability applications.
Ambient temperature is one such influence. In colder environments, the cleaning solution loses heat more quickly, making it harder to maintain the optimal temperature range for cavitation and chemical activity. Even if the ultrasonic cleaner has a heater, frequent heat loss can cause temperature cycling that weakens cavitation stability. In very warm environments, the opposite problem can occur, with solutions overheating faster than expected and drifting into ranges where cavitation becomes less effective.
Power supply stability is another external factor that is often overlooked. Ultrasonic generators rely on consistent electrical input to maintain stable frequency and power output. Fluctuations in voltage, poor grounding, or electrical noise can lead to small variations in ultrasonic output. These variations may not be obvious to the operator, but they can affect cavitation intensity and distribution, especially in sensitive cleaning processes.
Water quality also plays a role. The mineral content, hardness, and dissolved solids in the water used to prepare cleaning solutions influence cavitation behavior. Hard water with high mineral content can alter surface tension and promote scale formation on tank walls and transducers. Over time, this buildup interferes with energy transfer and reduces cleaning efficiency. Using deionized or properly treated water often leads to more consistent results, particularly in laboratory or electronics cleaning.
Air quality and dust levels in the surrounding environment can indirectly affect ultrasonic cleaning as well. Open tanks in dusty areas may accumulate airborne particles that contaminate the solution between cycles. These particles not only reduce solution effectiveness but also increase the risk of redeposition on cleaned parts. Simple measures such as tank covers and controlled workspaces help preserve solution quality.
Mechanical vibration from nearby equipment is another subtle influence. External vibration can interfere with ultrasonic wave patterns inside the tank, particularly in systems with less rigid construction. While this effect is usually minor, it can contribute to variability in cavitation distribution when combined with other factors such as marginal power density or uneven transducer placement.
Operator habits also fall under environmental influence. Inconsistent timing between solution preparation and cleaning, differences in how parts are handled, or variations in loading speed can introduce small but repeatable changes in results. These human factors become especially relevant when ultrasonic cleaning is part of a larger workflow rather than a standalone task.
Recognizing environmental influences reinforces the idea that ultrasonic cleaning effectiveness does not depend solely on the machine. It depends on the entire context in which the machine operates. When environmental variables are understood and managed, ultrasonic cleaning becomes more stable and predictable.
With these external influences in mind, it becomes easier to identify why ultrasonic cleaning sometimes fails to meet expectations. Many of these failures stem from misconceptions about how ultrasonic systems work. Addressing those misconceptions helps clarify what ultrasonic cleaning can and cannot do.
Common Misconceptions About Ultrasonic Cleaning Effectiveness
Ultrasonic cleaning is widely used across industries, yet it is also surrounded by persistent misconceptions that often lead to unrealistic expectations or improper use. These misunderstandings do not usually come from lack of intelligence or experience. They arise because ultrasonic cleaning operates on physical principles that are invisible and counterintuitive. Clearing up these misconceptions is essential for anyone who wants to achieve reliable and effective cleaning results.
One of the most common misconceptions is that higher power always means better cleaning. In reality, power only improves cleaning effectiveness up to a certain point. Once stable cavitation is achieved, additional power does not significantly increase contaminant removal. Instead, it may create uneven cavitation, increase heat unnecessarily, or accelerate wear on delicate parts. Effective ultrasonic cleaning is about sufficient power, not maximum power.
Another widespread belief is that ultrasonic cleaning alone can remove any type of contamination. While cavitation is powerful, it is not万能. Strongly bonded residues such as heavy oxides, carbonized deposits, or chemically resistant films often require appropriate cleaning chemistry to weaken their adhesion. Without chemical support, cavitation may only partially remove these contaminants, leading to the false conclusion that ultrasonic cleaning is ineffective.
Many users also assume that visible agitation or surface movement indicates effective cleaning. In ultrasonic systems, the most effective cleaning happens at a microscopic level. The surface may appear calm while intense cavitation is occurring beneath. Conversely, excessive turbulence can indicate inefficient energy use rather than strong cavitation. Judging ultrasonic performance by visual cues alone is unreliable.
Frequency misunderstandings are also common. Lower frequencies are often marketed as more powerful, leading some users to believe they are always superior. While lower frequencies produce stronger cavitation, they are not suitable for every application. Precision parts, delicate materials, and fine geometries often require higher frequencies to avoid damage and achieve uniform cleaning. Frequency selection should match the application, not follow a blanket rule.
Another misconception is that ultrasonic cleaning can compensate for poor loading practices. No matter how advanced the system, overcrowded tanks, blocked surfaces, and trapped air will reduce effectiveness. Ultrasonic energy cannot reach areas that are physically shielded or dry. Proper part arrangement remains essential.
There is also a tendency to blame the machine when cleaning results decline over time. In many cases, the real issue is solution degradation, dissolved gas buildup, or temperature drift. Ultrasonic systems are often blamed for problems caused by neglected process maintenance. Regular solution management and parameter control prevent most of these issues.
Some users believe that longer cleaning times guarantee better results. As discussed earlier, ultrasonic cleaning reaches a point of diminishing returns. Extending time beyond that point rarely improves cleanliness and can introduce new risks. Effective cleaning comes from optimizing conditions, not extending cycles indefinitely.
Finally, there is the misconception that ultrasonic cleaning is either safe for everything or dangerous for everything. The reality lies in between. Ultrasonic cleaning is highly effective and safe when parameters are matched to the material, geometry, and contamination. When mismatched, it can underperform or cause damage. Understanding the variables involved allows ultrasonic cleaning to be used confidently and responsibly.
Dispelling these misconceptions helps align expectations with reality. Ultrasonic cleaning is neither a magic solution nor a blunt instrument. It is a precise process that rewards understanding and control.
With misconceptions clarified, the focus now shifts to practical application. Knowing the factors that influence cleaning effectiveness is only useful if they can be applied systematically to improve real-world results.
How to Optimize Ultrasonic Cleaning Effectiveness in Practice
Understanding the factors that influence ultrasonic cleaning effectiveness is only the first step. The real value comes from applying that understanding in a practical, systematic way. Optimization does not require extreme adjustments or constant experimentation. Instead, it involves aligning key variables so that cavitation, chemistry, and process control work together rather than against each other.
A good starting point is to define the cleaning objective clearly. Not every application requires the same level of cleanliness. Removing visible oils from a metal part demands different conditions than eliminating microscopic residues from precision components. By identifying what level of cleanliness is truly required, it becomes easier to select appropriate frequency, power density, solution chemistry, and cycle time without overprocessing.
Matching frequency to both the material and the contamination is one of the most effective optimization steps. Lower frequencies are better suited for robust parts with heavy contamination, while higher frequencies perform better on delicate materials or complex geometries. Rather than defaulting to a single frequency for all tasks, choosing the frequency that aligns with the application often improves results immediately.
Power density should be adjusted with restraint. If cleaning results are inconsistent, the solution is not always to increase power. Before changing power settings, it is often more effective to review loading density, part spacing, and solution condition. In many cases, reducing load size or improving part orientation restores cavitation effectiveness without any change to power output.
Cleaning solution chemistry deserves equal attention. Selecting a formulation designed for the specific type of contamination and material can dramatically shorten cleaning time. Concentration should follow manufacturer guidance rather than guesswork. Regular monitoring of solution condition prevents gradual performance loss that is often misattributed to equipment issues.
Temperature optimization should aim for stability rather than extremes. Keeping the solution within a narrow, effective temperature range ensures consistent cavitation and chemical performance. Sudden temperature changes should be avoided, especially when cleaning sensitive materials.
Degassing should be treated as a standard step rather than an optional one. Especially after solution changes or heating, allowing time for dissolved gases to escape stabilizes cavitation and improves early-cycle performance. This simple practice often resolves unexplained inconsistencies.
Part orientation and fixturing are among the most cost-effective optimization tools. Small adjustments in how parts are positioned can significantly improve liquid access and cavitation exposure. Standardizing these arrangements enhances repeatability and reduces operator dependence.
Cleaning time should be validated rather than assumed. Short test cycles combined with inspection help identify the point at which cleaning effectiveness plateaus. Once this time is known, it can be used consistently, avoiding unnecessary exposure and energy use.
Finally, optimization benefits from observation and feedback. Monitoring cleaning results over time, noting when performance changes, and correlating those changes with process variables allows continuous improvement. Ultrasonic cleaning responds well to this structured approach because its behavior is governed by physical principles rather than randomness.
When these optimization strategies are applied together, ultrasonic cleaning becomes predictable and efficient. The same system that once produced variable results can deliver consistent, high-quality cleaning simply through better process alignment.
With optimization strategies in place, it is helpful to examine situations where ultrasonic cleaning effectiveness drops unexpectedly. Real-world scenarios provide insight into how multiple factors can combine to undermine performance.
Real World Scenarios Where Effectiveness Drops Unexpectedly
Even when an ultrasonic cleaning process appears well designed, effectiveness can sometimes decline without an obvious cause. These situations are especially frustrating because the equipment settings have not changed and the same procedure has worked reliably in the past. In most cases, the drop in performance can be traced back to subtle shifts in one or more influencing factors rather than a sudden failure of the ultrasonic cleaner itself.
One common scenario involves gradual solution degradation. As parts are cleaned repeatedly, oils, particles, and dissolved contaminants accumulate in the liquid. At first, cleaning performance may seem unaffected, but over time cavitation weakens as surface tension and viscosity change. Because this decline happens slowly, operators often compensate by extending cleaning time rather than refreshing the solution. The result is longer cycles with no real improvement in cleanliness.
Another frequent issue is incomplete degassing after solution replacement or top up. Fresh liquid introduces dissolved gases that suppress cavitation. If cleaning begins immediately without allowing gases to escape, early cycles may perform poorly. Once the solution naturally degasses through repeated use, performance appears to recover, creating the impression of inconsistent behavior rather than a predictable physical effect.
Load creep is another subtle problem. Over time, operators may add slightly more parts per cycle in an effort to increase throughput. Each addition seems minor, but eventually the tank becomes crowded enough to reduce effective cavitation at each surface. Cleaning quality then drops, particularly in recessed areas. Because the change happens gradually, it is often overlooked until results become unacceptable.
Temperature drift also causes unexpected changes. A heater that once maintained a stable range may begin to overshoot or undershoot due to sensor wear or control issues. Even small deviations can weaken cavitation or reduce chemical activity. In environments with seasonal temperature changes, ambient conditions can further amplify this effect.
Transducer aging presents another real world challenge. As transducers operate over thousands of hours, their efficiency can decline. This does not usually cause a sudden failure. Instead, cavitation strength decreases slowly, leading to longer cleaning times and uneven results. Without routine performance checks, this degradation can go unnoticed for a long time.
Water quality changes can also affect results. Switching water sources or experiencing changes in mineral content alters cavitation behavior and solution chemistry. In some cases, scale buildup on tank walls or transducer surfaces further reduces energy transfer into the liquid.
These scenarios highlight an important lesson. When ultrasonic cleaning effectiveness drops unexpectedly, the cause is usually cumulative and systemic rather than sudden. Careful observation and a structured review of all influencing factors almost always reveal the underlying issue.
Recognizing these patterns prepares us for a broader conclusion. Ultrasonic cleaning effectiveness is not controlled by a single parameter, but by how many variables work together over time.
What Truly Determines Ultrasonic Cleaning Effectiveness
Ultrasonic cleaning effectiveness is the result of balance rather than extremes. No single factor determines success on its own. Frequency, power density, solution chemistry, temperature, material properties, geometry, loading practices, system design, and process control all contribute in interconnected ways. When one factor is adjusted without considering the others, overall performance often suffers.
The most effective ultrasonic cleaning systems are not those with the highest power or the lowest frequency, but those in which cavitation is stable, well distributed, and supported by appropriate chemistry and operating conditions. Effective cleaning comes from understanding how ultrasonic energy behaves in a real environment rather than relying on assumptions or specifications alone.
Another key insight is that ultrasonic cleaning should be treated as a process, not just a machine. Consistency comes from defined parameters, controlled conditions, and regular maintenance. When these elements are in place, ultrasonic cleaning becomes predictable and repeatable, even for complex or demanding applications.
It is also important to recognize the limits of ultrasonic cleaning. While it is an exceptionally powerful method, it is not a substitute for proper material selection, surface design, or chemical compatibility. When used within its optimal range, ultrasonic cleaning delivers results that are difficult to achieve by any other method. When misapplied, it can underperform or create unnecessary risk.
Ultimately, the effectiveness of ultrasonic cleaning depends on informed decision making. Understanding the factors discussed throughout this article allows users to diagnose problems logically, optimize performance systematically, and achieve reliable results across a wide range of applications.
By approaching ultrasonic cleaning with this comprehensive perspective, it becomes not just a cleaning technique, but a controlled and efficient process capable of meeting high standards of cleanliness with confidence.