
Plastic components appear throughout modern manufacturing, consumer products, and industrial applications, creating frequent questions about appropriate cleaning methods. Ultrasonic cleaning technology offers efficient contamination removal for numerous materials, but plastic compatibility requires understanding specific material properties and operating parameters. The relationship between cavitation forces and polymer structures determines safe cleaning practices.
The Direct Answer: Yes, With Important Considerations
Most plastic materials can safely undergo ultrasonic cleaning when proper parameters are observed. The technology effectively removes contaminants from plastic surfaces, reaching complex geometries and internal passages that manual cleaning cannot access. However, plastic type, wall thickness, structural design, and operating conditions significantly influence cleaning outcomes.
Compatible plastics include common materials like polycarbonate, acrylic (PMMA), ABS, nylon, polypropylene, and polyethylene when items possess adequate structural integrity. These materials demonstrate sufficient mechanical strength and chemical resistance to withstand standard ultrasonic cleaning processes.
Plastics requiring caution encompass thin-walled items, flexible films, foamed structures, aged polymers, and specialty coated materials. These configurations may experience stress concentration, flexural fatigue, or surface damage under ultrasonic exposure.
The key distinction separates material compatibility from design compatibility. A plastic material might theoretically tolerate ultrasonic cleaning while a specific product design using that material proves vulnerable due to geometry, wall thickness, or structural features.
Understanding Ultrasonic Cleaning Mechanics
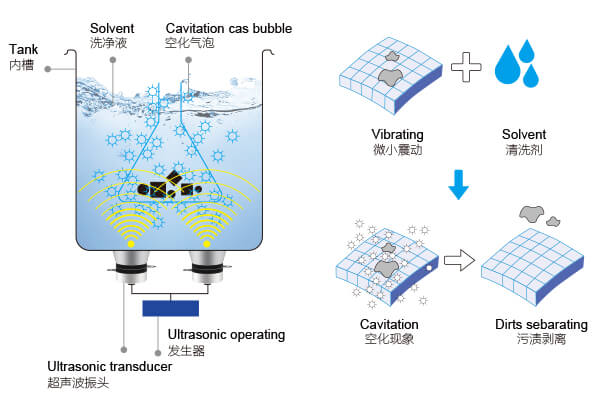
Ultrasonic cleaners generate high-frequency acoustic waves, typically ranging from 25 kHz to 80 kHz, through piezoelectric transducers bonded to cleaning tank walls or bases. These sound waves propagate through the cleaning liquid, creating pressure oscillations that alternate between compression and expansion phases.

An unassembled ultrasonic cleaner with the ultrasonic transducers clearly attached to the bottom of the cleaning tank.
The rapid pressure changes produce cavitation, a phenomenon where millions of microscopic vapor bubbles form and collapse throughout the liquid. Each bubble exists for microseconds before imploding violently. The implosion generates localized shock waves and high-velocity micro-jets directed toward nearby surfaces.
These micro-jets impact surfaces with forces reaching several thousand PSI in localized areas smaller than 100 micrometers. The mechanical action dislodges particles, oils, and contaminants without requiring physical contact or scrubbing. This non-contact cleaning proves particularly valuable for complex shapes, blind holes, and delicate assemblies.
The Principle Behind Ultrasonic Cleaning
Frequency selection affects cleaning characteristics. Lower frequencies (25-40 kHz) produce larger cavitation bubbles that implode with greater energy, providing aggressive cleaning suitable for durable materials and heavy contamination. Higher frequencies (40-80 kHz) generate smaller bubbles with gentler action appropriate for delicate items and precision components.
Cleaning solution chemistry supplements mechanical cavitation. Formulations contain surfactants that reduce surface tension, allowing better contamination penetration and removal. pH adjusters optimize cleaning for specific soil types. Chelating agents bind metal ions that might cause staining or interfere with cleaning action.
Temperature control enhances cleaning efficiency. Most ultrasonic cleaners operate from RT to 80°C, heating the solution to reduce viscosity, soften organic contaminants, and accelerate chemical reactions. However, elevated temperatures affect plastic materials differently than metals or ceramics, requiring temperature consideration for polymer compatibility.

Click to view : 15L Heated 40kHz PCB Ultrasonic Washer for Precision Cleaning in Electronics & Semiconductor Industries
How Plastic Materials Respond to Ultrasonic Energy
Plastic polymers exhibit viscoelastic behavior, meaning they display both elastic (spring-like) and viscous (fluid-like) properties. This characteristic makes plastics respond differently to ultrasonic vibration compared to rigid materials like metals or glass.
When ultrasonic waves encounter plastic surfaces, several interactions occur simultaneously. The material absorbs some acoustic energy, converting it to heat through internal friction between polymer chains. The surface reflects some energy back into the liquid. The remaining energy transmits through the material, potentially causing internal stress patterns.
Thin plastic sections or flexible components may oscillate in resonance with ultrasonic frequencies. When the driving frequency approaches the material’s natural vibration frequency, resonance amplifies motion amplitude. This amplification increases mechanical stress beyond levels experienced by non-resonant structures.
Polymer molecular structure influences ultrasonic response. Thermoplastics with linear or branched polymer chains generally tolerate ultrasonic cleaning better than highly cross-linked thermosets. The chain mobility in thermoplastics allows stress dissipation through molecular motion. Cross-linked structures cannot redistribute stress as effectively, making them more susceptible to crack initiation.
Chemical resistance varies among plastic types. Polyethylene and polypropylene demonstrate excellent resistance to most aqueous cleaning solutions. Polycarbonate resists many chemicals but shows sensitivity to strong bases. Acrylic tolerates moderate pH ranges but cracks under exposure to certain solvents. Solution compatibility must align with plastic chemical resistance profiles.
Thermal properties affect cleaning parameter selection. Each plastic possesses a glass transition temperature (Tg) where the material transitions from rigid to flexible behavior. Operating temperatures approaching Tg may cause dimensional changes, stress relief that alters precision tolerances, or surface marking from cavitation impact on softened material.
Plastic Types Compatible With Ultrasonic Cleaning
Thermoplastics With High Durability
Polycarbonate (PC) ranks among the most ultrasonic-compatible plastics due to exceptional impact resistance and mechanical strength. The material maintains structural integrity under repeated cavitation impact. Typical applications include safety glasses, electronic housings, and automotive components that benefit from thorough contamination removal without surface damage.
The material’s high glass transition temperature (approximately 150°C) allows safe cleaning at standard ultrasonic operating temperatures without softening concerns. Chemical resistance to neutral pH cleaning solutions makes polycarbonate suitable for most ultrasonic formulations. However, strong alkaline solutions should be avoided as they cause stress cracking.
Acrylic (PMMA) cleans effectively in ultrasonic systems when items possess adequate thickness. The material’s optical clarity remains unaffected by proper ultrasonic treatment. Applications span optical components, display panels, and decorative items. Wall thickness exceeding 2mm generally ensures safe processing.
Acrylic demonstrates good chemical resistance to aqueous cleaners but requires avoiding alcohol-based solutions and strong solvents that cause crazing or cracking. Temperature control below 60°C prevents thermal stress in precision components where dimensional stability matters.
Engineering-Grade Plastics
Nylon (polyamide) varieties including Nylon 6 and Nylon 6/6 withstand ultrasonic cleaning for most applications. The material’s toughness, wear resistance, and chemical stability suit industrial cleaning requirements. Gears, bearings, fasteners, and mechanical components made from nylon clean thoroughly without degradation.
Moisture absorption represents nylon’s primary consideration. The material swells slightly when wet, potentially affecting tight-tolerance assemblies. Post-cleaning drying returns dimensions to dry-state specifications. For critical applications, dimensional changes require accounting during design phases.
Polyoxymethylene (POM or Acetal) provides another engineering plastic compatible with ultrasonic cleaning. The material’s low friction, high stiffness, and excellent dimensional stability make it popular for precision mechanical parts. Ultrasonic cleaning removes machining oils and manufacturing residues without affecting surface finish or tolerances.
ABS (Acrylonitrile Butadiene Styrene) combines reasonable strength with good chemical resistance, making it suitable for ultrasonic applications. The material appears in consumer electronics, automotive trim, and industrial housings. Standard ultrasonic parameters clean ABS effectively without surface damage or mechanical weakening.
Common Household Plastics
Polypropylene (PP) demonstrates excellent ultrasonic cleaning compatibility due to chemical inertness and mechanical flexibility. The material tolerates a wide pH range and resists most cleaning chemicals. Applications include laboratory equipment, food containers, and medical devices requiring thorough decontamination.
The semi-crystalline structure provides adequate rigidity for maintaining shape under ultrasonic stress while offering enough flexibility to dissipate energy without cracking. Operating temperatures below 80°C prevent softening that might cause deformation.
High-density polyethylene (HDPE) cleans safely in ultrasonic systems for thick-walled items. The material’s chemical resistance surpasses most plastics, allowing aggressive cleaning solution use when needed. Applications span industrial containers, plumbing components, and outdoor equipment.
Low-density polyethylene (LDPE) requires more caution due to greater flexibility. Thin-walled LDPE items may vibrate excessively during ultrasonic cleaning. Adequate support or shorter cycle times prevent mechanical fatigue.
Polyethylene terephthalate (PET) bottles and containers tolerate ultrasonic cleaning when properly designed. The material’s strength and chemical resistance suit beverage bottle recycling operations where ultrasonic cleaning removes labels and adhesives. However, thin-walled applications require parameter adjustment to prevent distortion.
Plastic Types That Require Caution
Thin-Walled and Flexible Plastics
Plastic films, bags, and thin packaging materials experience excessive vibration under ultrasonic exposure. The low mass and high flexibility allow cavitation forces to induce large-amplitude oscillations. These motions generate fatigue stress that may tear thin sections or create stress concentrations at corners and edges.
Hollow plastic parts with wall thickness below 1mm require careful evaluation. The enclosed air space may resonate with ultrasonic frequencies, amplifying vibration and creating internal pressure fluctuations. These effects cause bulging, cracking, or complete structural failure in extreme cases.
Flexible tubing and hoses made from plasticized PVC or rubber-like thermoplastic elastomers may collapse or deform during ultrasonic cleaning. The flexible walls cannot maintain shape against cavitation pressure fluctuations. Supporting internal structures or alternative cleaning methods prove necessary for these configurations.
Foam and Cellular Structures
Expanded polystyrene (EPS), polyurethane foam, and other cellular plastics contain air-filled voids that create ultrasonic complications. The air pockets act as acoustic impedance mismatches, reflecting energy and creating localized heating. Additionally, the thin cell walls lack mechanical strength to resist cavitation forces.
Ultrasonic exposure often damages foam structures through cell wall rupture, material compression, or complete disintegration. The cleaning liquid penetrates cellular structures but cannot rinse effectively, leaving residual contamination and cleaning solution trapped within the material.
Even closed-cell foams demonstrate vulnerability. While individual cells contain isolated air pockets, the thin separating walls fracture under cavitation impact. Progressive damage accumulates with exposure duration, weakening structural integrity even when immediate catastrophic failure does not occur.
Aged or Weathered Plastics
UV exposure, thermal cycling, and environmental weathering degrade plastic mechanical properties over time. Polymer chains break down, plasticizers migrate out of the material, and micro-cracks develop on surfaces. These changes reduce stress tolerance and increase brittleness.
Aged plastics may appear superficially intact while possessing significantly reduced mechanical strength. Ultrasonic cleaning stress that new parts tolerate easily can fracture degraded materials. Vintage items, outdoor equipment, and long-service components require condition assessment before ultrasonic processing.
Visual indicators of aging include surface chalking, color fading, brittleness, and existing crack networks. These signs suggest ultrasonic cleaning may propagate damage. Manual cleaning or gentle ultrasonic parameters with close monitoring provide safer alternatives for aged plastics.
Painted or Coated Plastics
Decorative coatings, paint layers, and functional surface treatments may separate from plastic substrates during ultrasonic cleaning. The interface between coating and substrate represents a weakness where cavitation forces concentrate. Poor adhesion or coating degradation accelerates delamination.
Chrome plating, vacuum metallization, and thin metal films deposited on plastic surfaces particularly risk damage. The metal layers often possess internal stress that ultrasonic vibration relieves through delamination or cracking. Cosmetic components, automotive trim, and decorative items frequently exhibit this vulnerability.
Screen-printed graphics, pad-printed text, and adhesive labels typically detach during ultrasonic cleaning. While this characteristic proves useful for intentional label removal, it becomes problematic when graphics require preservation. Evaluating coating adhesion and cleaning objectives determines ultrasonic suitability.
Factors Affecting Plastic Safety in Ultrasonic Cleaners
Frequency selection critically influences plastic compatibility. Lower frequencies (25-40 kHz) generate aggressive cleaning suitable for durable, thick-walled plastic components with heavy contamination. Higher frequencies (40-80 kHz) provide gentler action appropriate for thin sections, delicate assemblies, or precision surfaces requiring damage-free cleaning.
Power intensity measured in watts per gallon or watts per liter determines cavitation violence. Industrial cleaners delivering high power density remove stubborn contamination efficiently but increase damage risk for marginal materials. Adjustable power controls allow matching intensity to application requirements.
Temperature management affects both cleaning efficiency and plastic stability. Operating temperatures between 50°C and 60°C optimize most plastic cleaning applications. Lower temperatures reduce cleaning speed but improve safety margins. Temperatures exceeding 70°C risk softening thermoplastics near their glass transition ranges.
Solution chemistry must match plastic chemical resistance. Neutral pH formulations (pH 6-8) suit most plastics. Alkaline solutions clean oils effectively but attack some polymers including polycarbonate. Acidic formulations remove mineral deposits but may degrade nylon or acetal. Matching chemistry to material prevents chemical damage.
Cycle duration determines cumulative stress exposure. Standard cycles run 3 to 10 minutes for most applications. Reducing time to 2 to 5 minutes for questionable plastics limits mechanical fatigue while maintaining adequate cleaning. Multiple short cycles with intermediate inspection prove safer than single extended treatments.
Part orientation and fixturing influence stress distribution. Supporting thin sections prevents excessive vibration. Positioning parts to avoid resonant frequencies minimizes fatigue. Proper fixturing allows cleaning solution access while protecting vulnerable features.
Optimal Operating Parameters for Plastic Items
For durable thermoplastics including polycarbonate, nylon, and thick ABS components, standard industrial parameters provide effective cleaning. Frequency settings between 35 and 45 kHz deliver adequate cavitation intensity. Temperatures of 55°C to 65°C optimize cleaning solution performance. Power levels at 80-100% of rated capacity ensure complete contamination removal. Cycle times of 5 to 10 minutes handle moderate to heavy soiling.
Delicate or thin-walled plastics benefit from moderated parameters. Higher frequencies of 60 to 80 kHz reduce mechanical stress through gentler cavitation. Lower temperatures between 45°C and 55°C minimize thermal effects. Reduced power settings at 50-70% capacity decrease vibration amplitude. Shorter cycles of 2 to 5 minutes limit cumulative stress exposure.
Precision plastic components requiring dimensional stability need carefully controlled conditions. Moderate frequency at 40 to 50 kHz balances cleaning effectiveness with safety. Precise temperature control at 50°C plus or minus 2°C prevents thermal expansion issues. Medium power levels around 60-75% provide adequate cleaning without excessive energy input. Standard cycle times of 3 to 8 minutes suit most precision applications.
Solution selection should prioritize neutral pH formulations for maximum plastic compatibility. Surfactant-based cleaners without strong solvents suit general plastic cleaning. Specialized formulations exist for specific contamination types including oils, particulates, or manufacturing residues. Following manufacturer concentration recommendations prevents excessive chemical exposure.
Common Plastic Items Suitable for Ultrasonic Cleaning
Eyeglasses and sunglasses with plastic frames clean thoroughly in ultrasonic systems. Polycarbonate or acetate frames tolerate standard cycles while removing accumulated oils, dirt, and cosmetic residues from hinges and nose pads. The process accesses crevices that manual cleaning misses without risking frame damage.
Electronic device housings made from ABS, polycarbonate, or nylon composites benefit from ultrasonic decontamination during refurbishment or recycling. The technology removes adhesive residues, labels, and accumulated grime. Component separation before cleaning prevents damage to sensitive internal electronics.
Automotive plastic components including sensors, connectors, and trim pieces clean effectively. Engineering plastics used in automotive applications generally possess adequate durability for ultrasonic processing. Removing road grime, oil contamination, and environmental deposits restores appearance and prepares surfaces for inspection or recoating.
Medical and laboratory plastic equipment requires thorough cleaning for infection control and cross-contamination prevention. Polypropylene pipette tips, polyethylene sample containers, and nylon filtration components tolerate repeated ultrasonic cycles. The process achieves contamination levels unattainable through manual washing.
Industrial plastic fasteners, clips, and hardware made from nylon or acetal clean efficiently before assembly or packaging. Removing machining oils, mold release agents, and handling contamination ensures proper adhesive bonding or maintains cleanroom standards.
3D printed plastic parts benefit from ultrasonic cleaning for support structure removal and surface preparation. PLA, ABS, and nylon printed components tolerate ultrasonic exposure while cleaning solution dissolves support materials or removes uncured resin residues.
Plastic jewelry components including acrylic beads, resin pendants, and plastic findings clean without damage when properly sized. The process removes polishing compounds, fingerprints, and manufacturing residues. Delicate assemblies require assessment before cleaning to ensure adhesive or mechanical connections withstand cavitation forces.
Potential Risks and Damage Types
Surface marking appears as fine pitting or roughening on plastic surfaces from cavitation erosion. Soft plastics or those operating near glass transition temperatures show increased susceptibility. The damage accumulates with exposure duration, progressively degrading surface finish and optical clarity.
Stress cracking develops when ultrasonic mechanical stress combines with chemical exposure or internal material stresses. Fine cracks initiate at surface defects, molded-in stress concentrations, or sharp corners. Continued exposure propagates cracks until structural failure occurs.
Deformation affects thin-walled or heated plastics unable to maintain dimensional stability under cavitation pressure fluctuations. Temporary deformation during cleaning may not fully reverse, leaving permanent dimensional changes. Precision components lose tolerance compliance while thin parts develop warpage.
Coating delamination separates paint, plating, or functional coatings from plastic substrates. Cavitation forces exploit weak interfacial bonding, progressively removing material from edges and spreading inward. Complete coating loss may occur with sufficient exposure.
Chemical attack results from incompatible solution chemistry interacting with specific plastic types. Stress cracking accelerates in chemical environments that normally show marginal compatibility. Surface hazing, discoloration, or material softening indicates chemical damage progression.
Fatigue failure accumulates through repeated ultrasonic exposure even when individual cycles cause no apparent damage. Cyclic loading from cavitation impact gradually weakens material structure. Parts experiencing multiple cleaning cycles throughout their service life require monitoring for fatigue-related degradation.
Resonance damage occurs when ultrasonic frequency matches natural vibration frequencies of part geometry. Resonant amplification multiplies vibration amplitude, creating excessive mechanical stress. Thin panels, hollow structures, and long cantilever features show particular resonance vulnerability.
Best Practices for Cleaning Plastic Objects
Pre-cleaning assessment identifies material type, wall thickness, structural features, and existing damage before ultrasonic exposure. Visual inspection under good lighting reveals cracks, deformation, or coating issues. Material identification through resin codes, manufacturer specifications, or testing ensures parameter selection matches material capabilities.
Test cycles on representative samples verify safety before processing valuable or critical items. Initial testing at conservative parameters gradually increases intensity while monitoring for damage indicators. Successful test outcomes establish validated procedures for production cleaning.
Proper fixturing supports vulnerable sections while allowing cleaning solution access. Soft rubber or plastic basket liners prevent direct contact between parts and metal baskets that might cause marking. Spacing items prevents part-to-part contact that could cause scratching or chipping.
Solution maintenance preserves cleaning effectiveness and prevents contamination cross-transfer. Regular solution replacement removes accumulated oils and particles. Filtration systems extend solution life in production environments. Following solution lifespan recommendations maintains consistent results.
Temperature monitoring ensures operating conditions remain within safe ranges for plastic materials. Built-in thermostats or separate temperature measurement devices verify actual solution temperature. Allowing brief heat-up periods before loading temperature-sensitive plastics prevents thermal shock.
Post-cleaning inspection verifies successful contamination removal without damage occurrence. Comparing pre-cleaning and post-cleaning condition documents process effectiveness. Magnified inspection detects subtle damage indicators requiring parameter adjustment.
Proper drying prevents water spots and removes entrapped cleaning solution. Air blowing, vacuum drying, or absorbent material application accelerates moisture removal. For hygroscopic plastics like nylon, controlled drying prevents excessive moisture absorption that affects dimensions.
Alternative Cleaning Methods for Sensitive Plastics
When ultrasonic cleaning proves unsuitable, several alternative methods provide effective contamination removal. Manual washing with soft brushes and appropriate detergent solutions offers complete control over mechanical forces. The method suits one-off items, extremely delicate components, or materials with known ultrasonic incompatibility.
Spray washing systems direct cleaning solution jets at plastic surfaces under controlled pressure. The mechanical action removes contamination without cavitation violence. Spray parameters including pressure, flow rate, and nozzle selection customize intensity to material capabilities.
Immersion cleaning without agitation allows chemical action to dissolve or loosen contamination over extended soak periods. Gentle agitation through tank motion or solution circulation provides mild mechanical assistance. This approach suits parts that tolerate chemical exposure but cannot withstand ultrasonic stress.
Vapor degreasing uses solvent condensation to dissolve oils and greases from plastic surfaces. The gentle process cleans without mechanical stress. However, solvent compatibility requires careful verification as many plastics dissolve in common degreasing solvents.
CO2 snow cleaning projects solid carbon dioxide particles at surfaces under compressed gas propulsion. The method removes particulate contamination without chemicals or moisture. Gentle enough for delicate assemblies, the technology suits electronics and optical components.
Plasma cleaning uses ionized gas to oxidize organic contamination at molecular levels. The process achieves extreme cleanliness for critical applications. However, equipment costs limit plasma cleaning to high-value items requiring exceptional contamination control.
Ultrasonic cleaning technology accommodates most plastic materials when operating parameters match material capabilities and part geometry. Understanding polymer properties, cavitation mechanics, and potential damage mechanisms enables safe processing. Durable thermoplastics including polycarbonate, nylon, ABS, and polyolefins tolerate standard ultrasonic cleaning for effective contamination removal. Thin-walled items, aged plastics, foamed structures, and coated components require parameter modification or alternative cleaning methods. Proper material identification, test validation, and operating parameter selection ensure successful plastic cleaning outcomes while preventing damage to valuable components.



